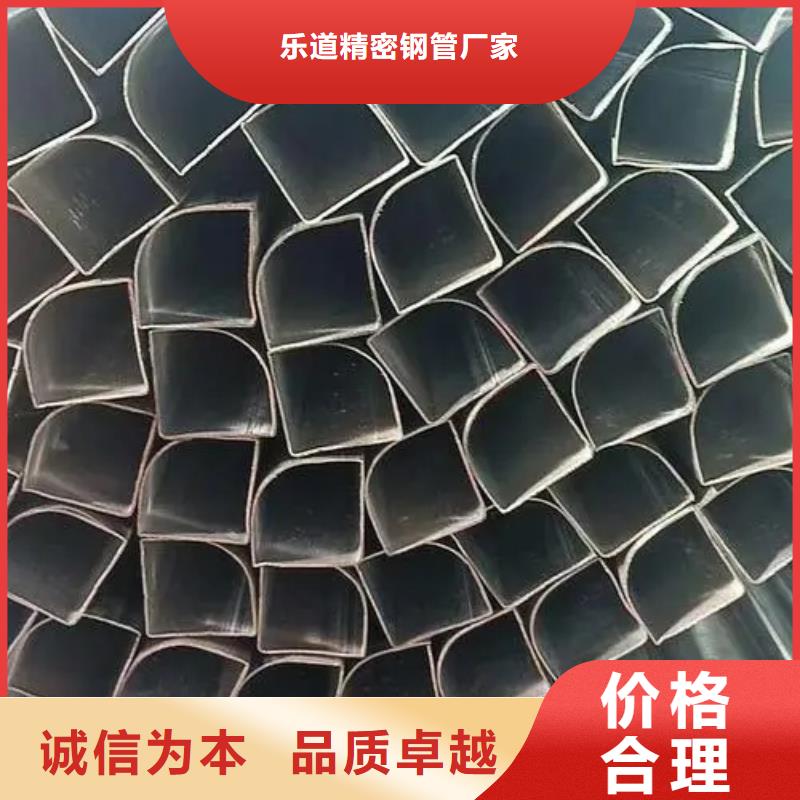


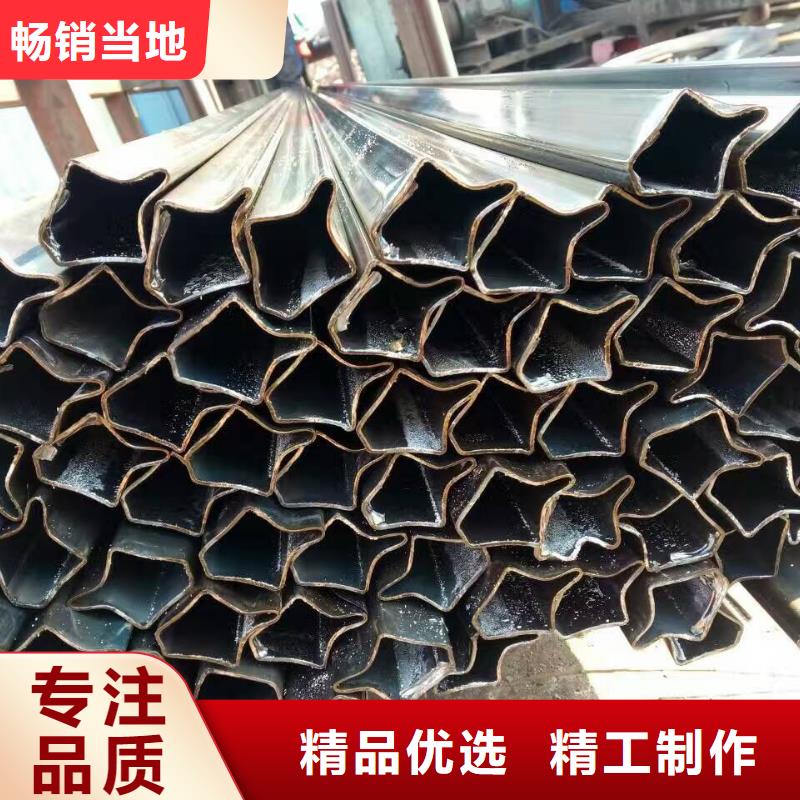
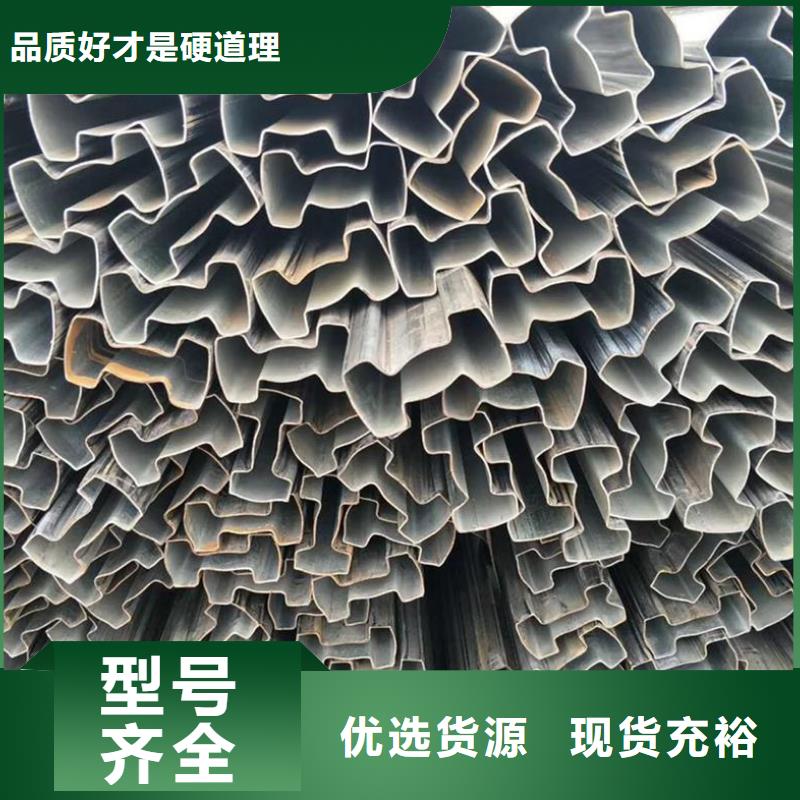






恩施异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。一般是50根每包。
恩施异型管有无缝和焊缝之分,无缝异型管是将无缝圆管挤压成型而成。
1. 恩施异型管的性能指数分析-塑性
塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。
2. 恩施异型管的性能指数分析-硬度
硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。
常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。
3. 恩施异型管的性能指数分析-疲劳
前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。
恩施异型管市场行情,包括现货市场与期货市场两个方面,均呈现震荡趋强格局,一个重要支撑力量,在于焦炭、废钢、进口铁矿石等冶炼原料价格的持续扬升。
预计今后上述冶炼原料价格居高不下的概率较高。尤其是巴西、印度等铁矿石主产区新冠疫情严重,有可能出现糟糕局面,这就使得未来国际市场铁矿石供应存在很大不确定。而这种不确定性,势必搅动市场情绪,产生市场行情支撑底气。
目前全球多国重启经济,但在疫情并未完全得到有效控制的前提下,经济重启面临疫情反弹风险,复工复产进度偏慢,全球制造业PMI仍处于收缩区间,钢材市场需求仍然不足,导致我国出口量继续下滑。
恩施异型管生产厂家为广大消费者提供更多信息,帮助您更好的选购异型管产品,扇形管产量增长带来的变化有什么?我们一起做下了解吧。
恩施异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
恩施异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
恩施异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
恩施异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
恩施异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
恩施异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
恩施异型管焊嘴与异型管间的距离以15-25mm为宜。
恩施异型管电阻率:在单位长度立方体材料的两对面之间测量的电阻,单位用Ω/mμΩ/cm或(已废的)Ω/(circular mil.ft)来表示。
恩施异型管磁导率:无量纲系数,表示物质易被磁化的程度,是磁感应强度与磁场强度之比。
恩施异型管熔化温度范围:确定合金开始凝固和凝固完了的温度。
恩施异型管比热:单位质量的物质温度改变1度所需要的热量。
在英制和CGs制中二者比热的数值相同,因为热量的单位(Biu或cal)取决于单位质量的水升高1度听需的热量。
国际单位制中比热的数值与英制或CGS制是不同的,因为能量的单位(J)是按不同的定义定的。
比热的单位是Btu(1b/0F)及J/(kg /k)。
恩施异型管热导率:物质导热的速率的量度。
在单位截面积物质上建立单位长度上的1度的温度梯度时,那么热导率定义为单位时间传导的热量热导率的单位为 Btu/(h/ft/0F)或w/(m /K)。
