



联系我们

DN250球墨铸铁管甘南
更新时间:2025-02-14 20:21:13 浏览次数:5 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
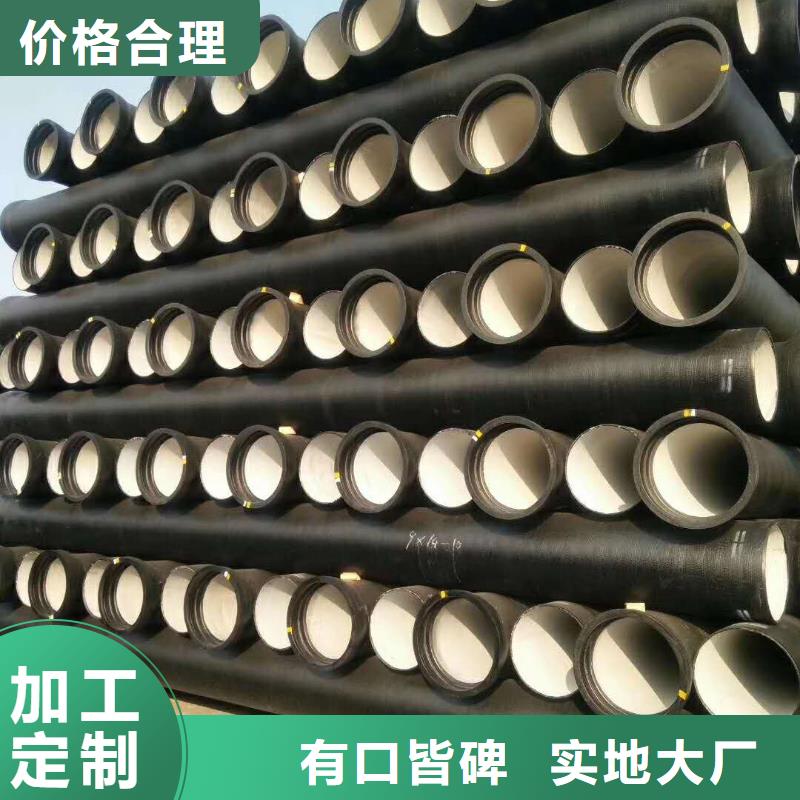




稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。
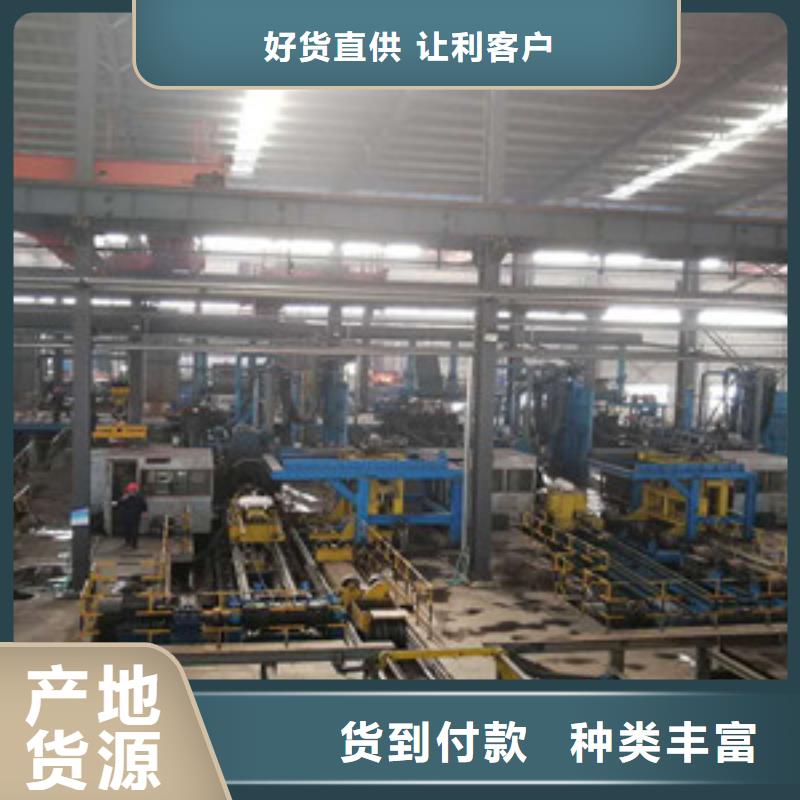
另一方面继续推广度螺栓的连接方式,这种连接能够在板与板之间产生很大的摩擦阻力,并且具有较好的塑性和韧性,也避免了中产生的应力和变形的缺点,同时具有组装速度快、承受动荷载性能好的优点。探索新的设计理论,球墨铸铁管厂家充分发挥材料的性能钢结构在设计计算上一直采用容许应力法,此种方法计算简便,易掌握,球墨铸铁管厂家受到强烈的冷却。在所有这些工作条件下,在挤压筒的材料中引起热应力。这种情况在挤压筒前端三分之一的内衬长度上显得尤其严重。推广科学的连接方式,提高结点强度,也是钢结构发展中一项很重要的工作,一方面要继续研究改进工艺,提高质量,采用二氧化碳气体保护焊、电渣焊,研究与度结构相匹配的高质量材料等;计算结果也能够满足正常的使用要求。

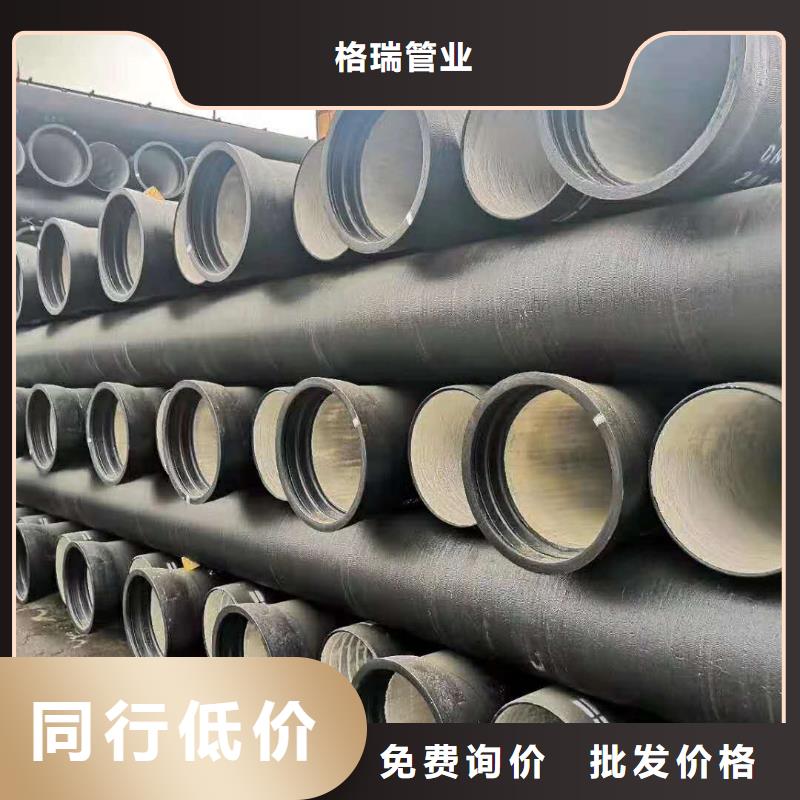
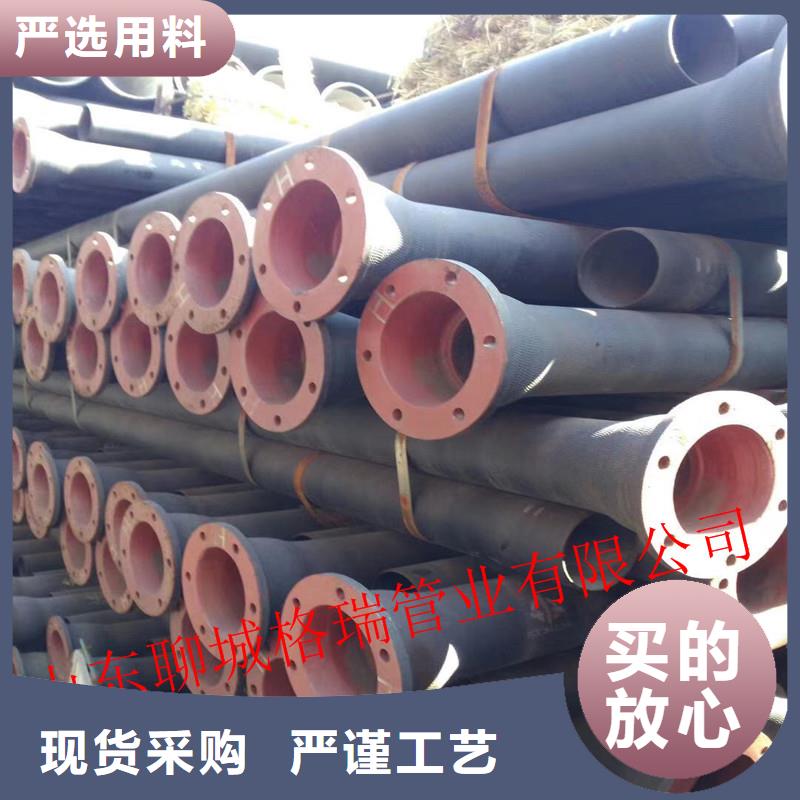
球墨铸铁管承口内的所有杂物擦洗干净;将胶圈上的粘着物清擦干净,把胶圈弯为”梅花形或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各部门不翘不扭。在球墨管件,井盖铸造的制造工艺方面均达到国内水平。球铁管件严格执行对应标准GB和标准ISO2531,K型法兰套在钢筋混凝土墙施工中,直接浇注成一体。然后安装管道。用橡胶密封圈填满管道与套筒之间的缝隙,用法兰压盖紧固,用螺栓固定。EN545标准,井盖执行EN124标准质量上要求铸铁管的球化等级控制为1-,球化率≥80%,借此材料本身的机械性能得到了较好改善,具有着铁的本质,钢的性能。球墨铸铁管适应基础不均球墨铸铁管匀沉陷,尤其是湿陷性黄土郊区特别的管材。
球墨铸铁管先强后弱,成交整体欠佳。其中北方焊管多涨百元左右,南方多涨150元/吨;无缝管整体多涨100-200元/吨,华东区域占主流。基于成本的暴涨,环度的炒作,再加上“两会”主导因素,使得钢市普遍大涨;但是无论是钢厂,还是终端,对于高位需求的接受程度有限,特别是南方区域,整体走量呈现逐日减少的迹象。近期成品材高位市价多有松动,但是基于成本的支撑,短期内大跌概率不大,持续偏涨趋势不变。另外马上就是“金三”旺季,需求肯定会不断回暖,也会在一定程度上带动市价不断走高。因此预计短期内。
球墨铸铁管或将高位震荡,小涨为先,幅度偏于百元之内。自2 0 0 3年10月份生产中出现大批量管体裂纹管为此了影响裂纹产生的各种原因进行了分析对生产工序追踪试验对原铁液中碳、硅、镁含量适当调整对管模转速及流槽振动变形进行控制对退火炉前轨道进行改造使裂纹缺陷控制在4 %以内提高了铸铁管的一次成形率。