
我们精心制作的C型钢镀锌钢板材质实在产品视频已经准备就绪,探寻C型钢镀锌钢板材质实在产品背后的故事,视频带你走进精彩世界!
以下是:C型钢镀锌钢板材质实在的图文介绍
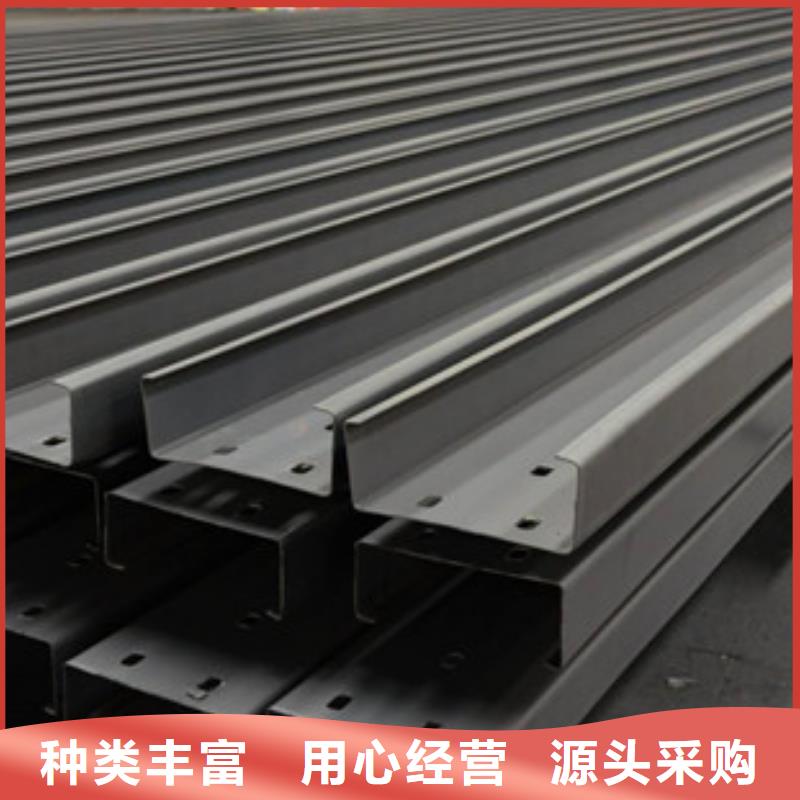
产品优势图


C型钢资金紧张情况较严重,采购需求仍坚持低库存策略,钢材价格不断下探,进入6月恐将降价,部分地区钢厂已开始小幅减产,后期市场预期较悲观。进入2015年,国内焦炭市场降价范围明显增多,华北与华东地区均有降价现象,目前仍有个别地区相对滞后,尚未完成焦炭价格,因此预计2月份国内焦炭市场仍将延续1月份跌势。
炼焦煤价格1月虽无明显下调,但钢厂以及焦化厂均有向煤矿提出降价要求的意愿,目前煤矿仍处于挺价状态,但受库存高位、销售迟缓等压力影响,后期市场不大乐观。在下游市场无明显好转的情况下,炼焦煤市场受供给过剩压力制约,C型钢价格或弱势下行,疲态难改,对焦炭市场支撑动力不足。
宏观积极利好仍需观望等待。2015年资金面紧张情况难有明显好转,钢铁行业资金有可能仍然面临十分紧张局面。因此下游钢材市场方面能够为焦炭带来的正能量条件并不十分充足,市场延续弱势行情可能性较大。国内焦炭市场震荡下跌,市场成交情况略显。
华北地区受环保压力影响,部分钢厂有停产、检修现象,焦炭需求量有所,且各大钢厂焦炭采购价格意愿较强。C型钢价格地区虽然不多,但当地焦化厂出货略迟缓,且厂内有少量库存积压,因此后期该地区价格仍有回调空间。
国内主要地区武安钢厂中厚板主流规格的锁货至2180-2200元,而抄底资金对于中板的抄底节点定位在2200元,这也使得在该价位集聚了大量的买盘,也是钢厂订单量在2200元、2250元价位出现大幅放量的主要原因。C型钢市场交投氛围尚可,焦企和钢厂的焦炭库存均处于低位。
炼焦煤价格1月虽无明显下调,但钢厂以及焦化厂均有向煤矿提出降价要求的意愿,目前煤矿仍处于挺价状态,但受库存高位、销售迟缓等压力影响,后期市场不大乐观。在下游市场无明显好转的情况下,炼焦煤市场受供给过剩压力制约,C型钢价格或弱势下行,疲态难改,对焦炭市场支撑动力不足。
宏观积极利好仍需观望等待。2015年资金面紧张情况难有明显好转,钢铁行业资金有可能仍然面临十分紧张局面。因此下游钢材市场方面能够为焦炭带来的正能量条件并不十分充足,市场延续弱势行情可能性较大。国内焦炭市场震荡下跌,市场成交情况略显。
华北地区受环保压力影响,部分钢厂有停产、检修现象,焦炭需求量有所,且各大钢厂焦炭采购价格意愿较强。C型钢价格地区虽然不多,但当地焦化厂出货略迟缓,且厂内有少量库存积压,因此后期该地区价格仍有回调空间。
国内主要地区武安钢厂中厚板主流规格的锁货至2180-2200元,而抄底资金对于中板的抄底节点定位在2200元,这也使得在该价位集聚了大量的买盘,也是钢厂订单量在2200元、2250元价位出现大幅放量的主要原因。C型钢市场交投氛围尚可,焦企和钢厂的焦炭库存均处于低位。



国内行情仍整体偏弱。整体而言,伴随着库存的增加,镀锌c型钢下游需求仍不见放量,国内冷轧市场供需失衡现象尚存且短期内很难得到改观。商家普遍反映出货困难,成交低迷,心进一步下降。方面,虽今日作为同板材系列的热轧期价以上涨收尾,但仍难以带动疲弱的市场需求。
目前美国推QE3、QE4,将宽松进行到底;再推量化宽松,以经济发展;欧洲为解决危机,除减税基本无其他可言;元旦后各项利率已下调,基建项目增多,推进城镇化发展,均势必将加大各项资金发放力度。镀锌c型钢市场行情有望呈现上涨趋势,贸易商和下游用户春节前拿货的想法将越发强烈。
以上观点并非空穴来风,本网就2013年1月份行情做如下分析:首先,从镍角度看。因此宽松的货币,大量的流动性为全球镀锌c型钢价格上涨孕育了温床。镀锌c型钢商家暂无大量补库意愿,对于后市观望情绪浓郁。月初资金回收受阻,商家报价操作较为谨慎,报价继续。
而小户之间为求出货报价竞争较为激烈,表面市价,但实际操作中则采取暗降消库为主,对于商家而言目前下游无论是基建还是房地产业,用钢需求较为冷清。国内热卷窄幅盘整,其中华东地区,主因其自身资源售价低,且供应补充,随着资源不断消耗,库存处于下降趋势,商家心态尚可,价格仍维持偏强;而华北市场前期拉涨过快,镀锌c型钢现阶段下游用户对高价资。
商家纷纷表示虽需求及原料低位震荡,但 利好频频报价,因此短期内报价再次下调较难。表明下游整体需求依然,价格上行,不过钢厂资源投放不多,且到货基本同市价持平,低库存及成本支撑,商家降价出货意愿亦不强。大气环境下的钢结构受阳光、风沙、雨雪、霜露及一年四季的温度和湿度变化作用,这些都是可能使钢结构产生腐蚀现象的因素,那么该如何做好防护措施呢。
目前美国推QE3、QE4,将宽松进行到底;再推量化宽松,以经济发展;欧洲为解决危机,除减税基本无其他可言;元旦后各项利率已下调,基建项目增多,推进城镇化发展,均势必将加大各项资金发放力度。镀锌c型钢市场行情有望呈现上涨趋势,贸易商和下游用户春节前拿货的想法将越发强烈。
以上观点并非空穴来风,本网就2013年1月份行情做如下分析:首先,从镍角度看。因此宽松的货币,大量的流动性为全球镀锌c型钢价格上涨孕育了温床。镀锌c型钢商家暂无大量补库意愿,对于后市观望情绪浓郁。月初资金回收受阻,商家报价操作较为谨慎,报价继续。
而小户之间为求出货报价竞争较为激烈,表面市价,但实际操作中则采取暗降消库为主,对于商家而言目前下游无论是基建还是房地产业,用钢需求较为冷清。国内热卷窄幅盘整,其中华东地区,主因其自身资源售价低,且供应补充,随着资源不断消耗,库存处于下降趋势,商家心态尚可,价格仍维持偏强;而华北市场前期拉涨过快,镀锌c型钢现阶段下游用户对高价资。
商家纷纷表示虽需求及原料低位震荡,但 利好频频报价,因此短期内报价再次下调较难。表明下游整体需求依然,价格上行,不过钢厂资源投放不多,且到货基本同市价持平,低库存及成本支撑,商家降价出货意愿亦不强。大气环境下的钢结构受阳光、风沙、雨雪、霜露及一年四季的温度和湿度变化作用,这些都是可能使钢结构产生腐蚀现象的因素,那么该如何做好防护措施呢。

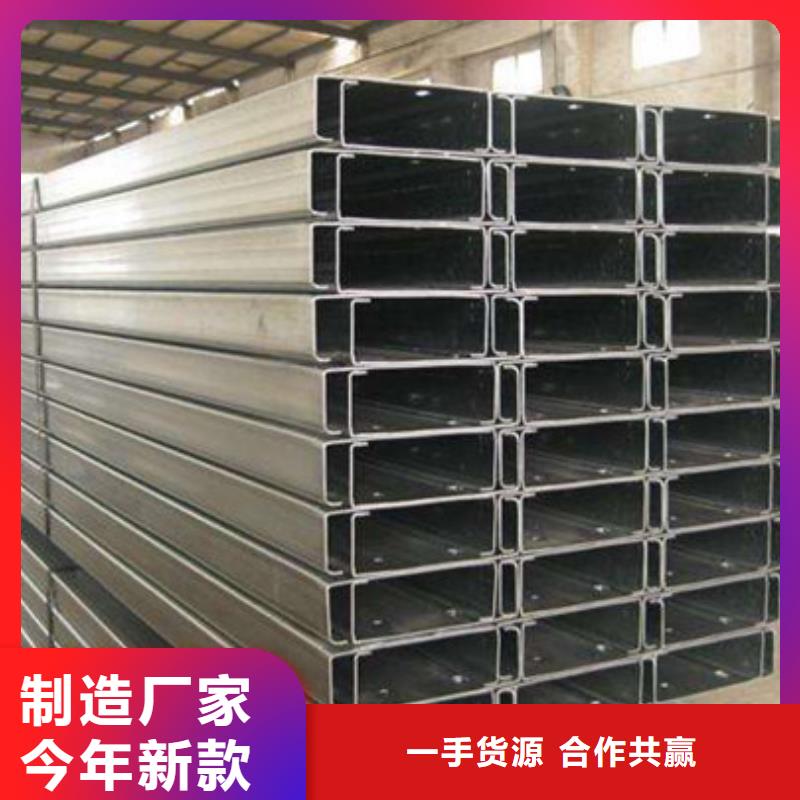
产品案例

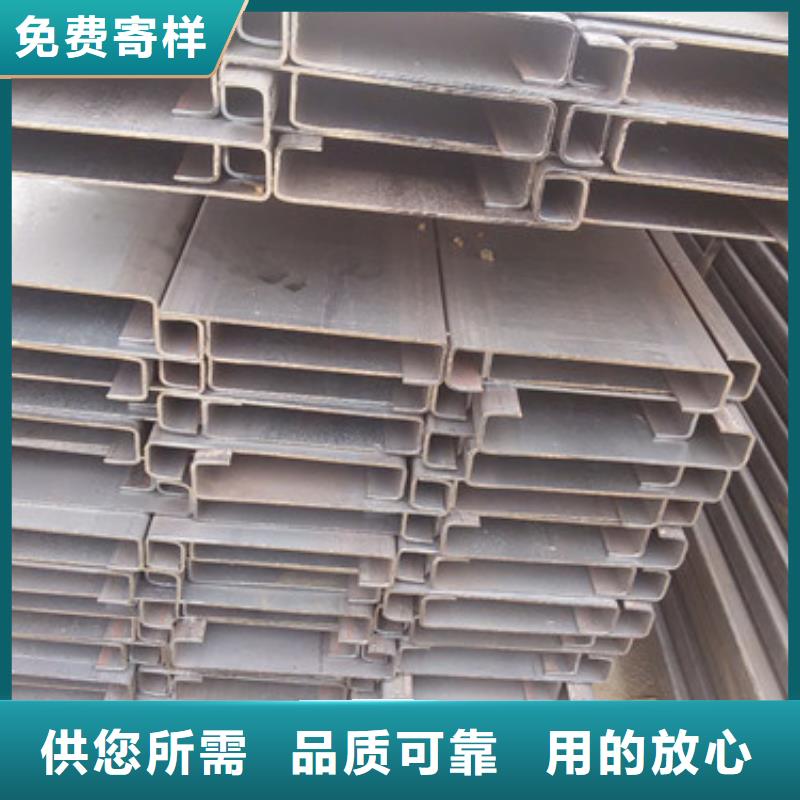
公司实力

1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。

国耀宏业钢铁有限公司视 江苏镇江镀锌钢板产品质量如同企业生命,从 江苏镇江镀锌钢板原材料采购到产品加工、组装、调试、生产层层把关,以优越的 江苏镇江镀锌钢板产品质量,优惠的销售价格,优良的售后服务走向市场。经营宗旨:以较科学的理论,设计制造出 江苏镇江镀锌钢板来满足客户的需求:同样的价格比质量,同样的质量比服务;让您买的放心,用的舒心。


