


<鄂尔多斯>神悦钢材有限公司16554
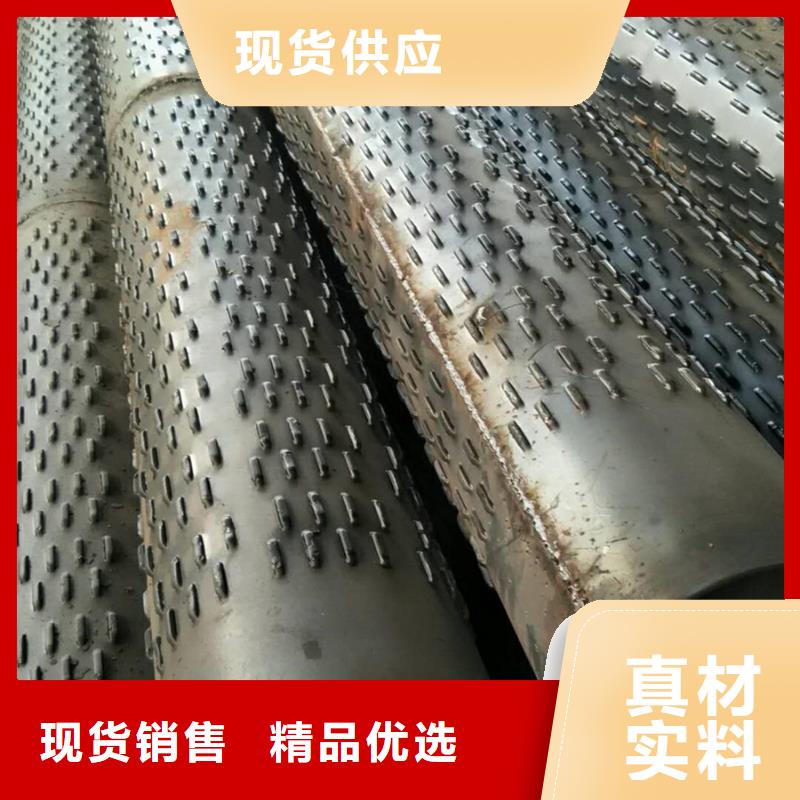
当前,鄂尔多斯16mn螺旋管行业遇到前所未有的困难,市场需求疲软,产能严重过剩,流通成本居高不下,主营业务亏损,企业效益下滑,行业风险日益加大。如何选择适合的 发展战略,推动钢铁业走出困境,成为整个行业面临的共性问题。随着新一代信息技术与制造业深度融合,新的生产方式、商业模式会不断出现。因此,必将对钢铁企业战略选择产生不可抗拒的影响。 通过鄂尔多斯Q345B螺旋管的接头就可以简单的分辨一下大小口径螺旋钢管的质量,这也是对大小口径螺旋钢管成品检验的一个非常重要的内容。也就是通过大小口径螺旋钢管焊缝表面的以及它尺寸上的偏差来分辨。可以借助标准样板和量规以及放大镜等工具来进行检验。如果发现大口径螺旋钢管焊缝的表面出现缺陷的话,那么就说明焊缝的内部有存在着的可能,是大小口径螺旋钢管上如果有这种情况的话则更为明显。
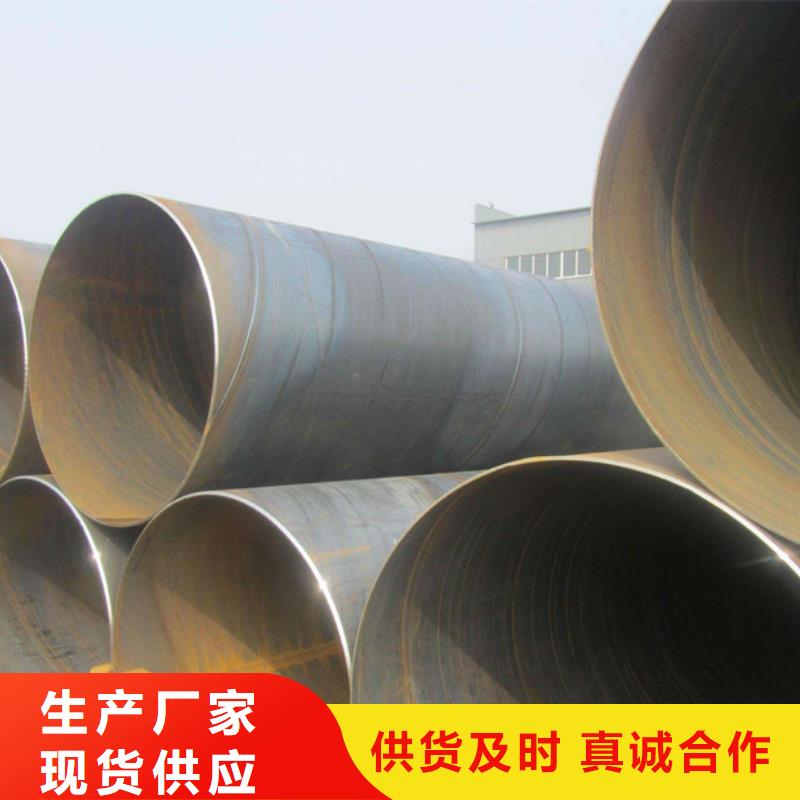
随着连续式炉生产效率的提高,由搬运装置造成为螺旋钢管表面划伤以及搬运设备常常发生摩损故障也是其缺点。期待与您的合作! 一. 鄂尔多斯防腐螺旋管热推成形 鄂尔多斯防腐螺旋管弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。

2.鄂尔多斯防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.鄂尔多斯防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.鄂尔多斯防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.鄂尔多斯防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.鄂尔多斯镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。


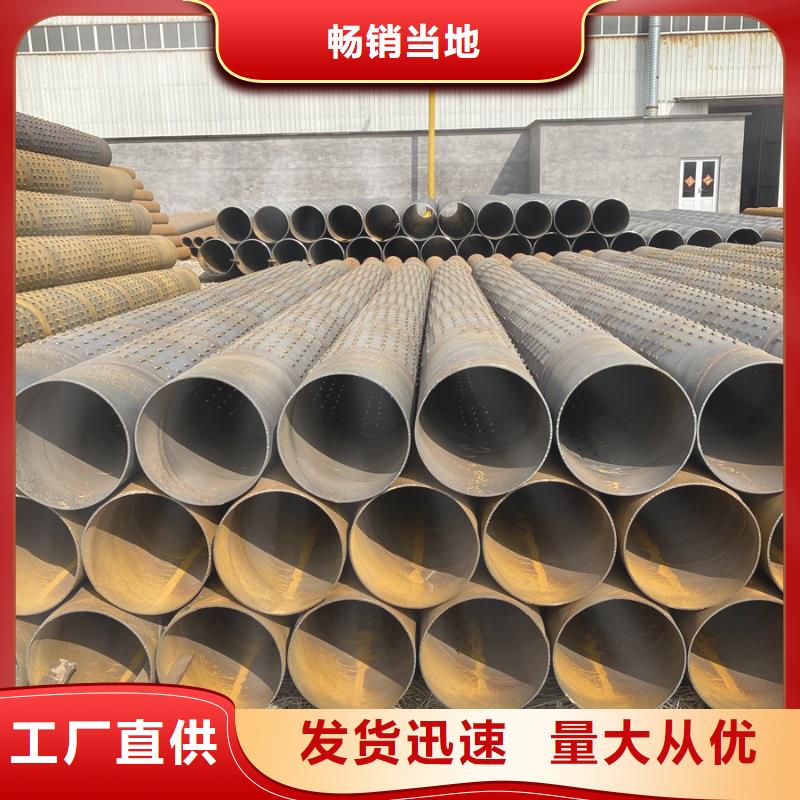
鄂尔多斯Q355B螺旋管检测是区分螺旋管用途的一个重要条件,大口径螺旋管根根水压检测,小口径螺旋管则是抽检,根据客户的需要决定钢管是否进行工业探伤。 鄂尔多斯Q355B螺旋管的常用标准一般分为: SY/T5037-2018(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、 GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、 SY/T5040-92(桩用螺旋缝埋弧焊钢管)。