


想要探索直缝管,给排水流体管用途广泛的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:直缝管,给排水流体管用途广泛的图文介绍
钢兴钢管 有限公司采用先进 内蒙古呼伦贝尔TPEP防腐钢管技术,有多年 内蒙古呼伦贝尔TPEP防腐钢管生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。



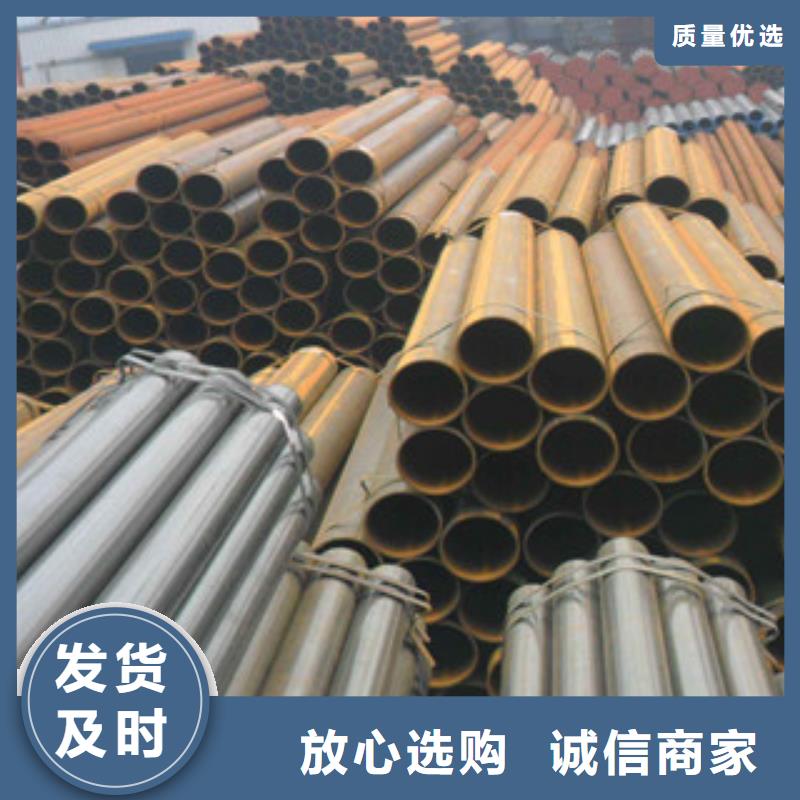
对大直径、高输送压力、长距离输送钢管来说,焊接工艺非常关键。从生产工艺上来分,焊接钢管主要分为电阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直缝双面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。虽然ERW发展很快,但仍然属于中小直径的焊管,例如日本的Φ610mm、Φ660mm ERW生产线,我国2006年在大庆建成的Φ660 mm ERW生产线。目前大直径焊管仍然要由SSAW和LSAW工艺生产,但是螺旋缝埋弧焊管在工艺上存在一定缺陷。



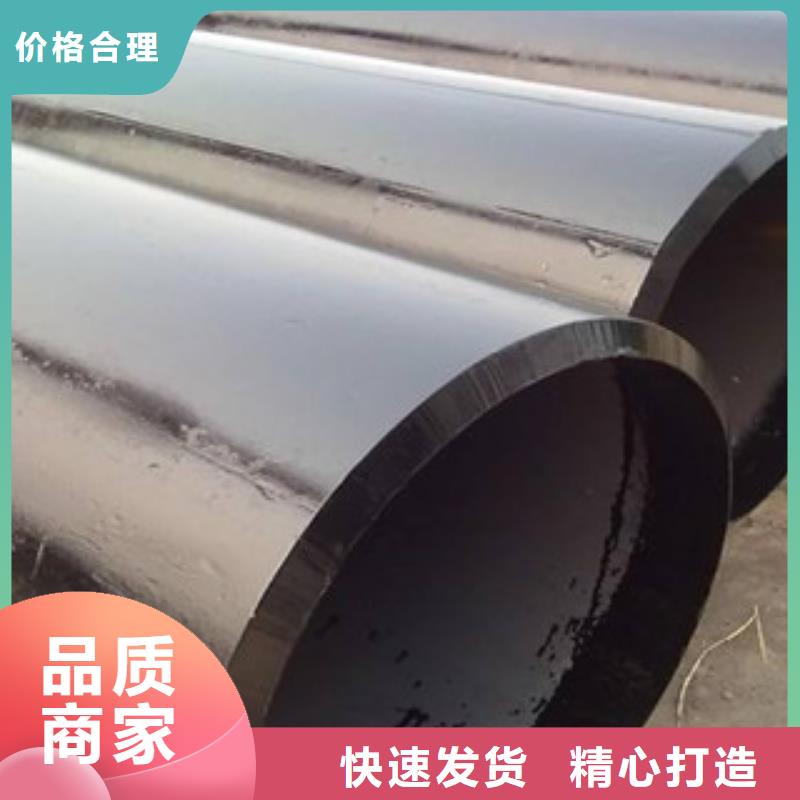
直缝焊管又叫直缝钢管,由钢管的焊接处成一条直线而得名。凡是钢带生产在高频焊接设备中直接焊接的管子都叫直缝焊管,由于用途不同,所以生产工序也不同,大多为架子管,电线套管,流体管,护栏支架等。直缝焊管性能特点:母材的 超声检测, 保证了管体 的内在质量 ;没有拆卷--圆盘剪的工序, 母材压 坑、 划伤少; 应力后的成品管基本上不存在残余应力; 焊缝短, 产生缺陷的概率小; 可以有条件的输送潮湿的酸性天然 气;扩径后, 钢管的几何尺寸精度高;焊接是在成型完成后, 在水平位置沿 直线进行的, 因此, 错边、 开缝、 管径周长控制 较好, 焊接质量优良。



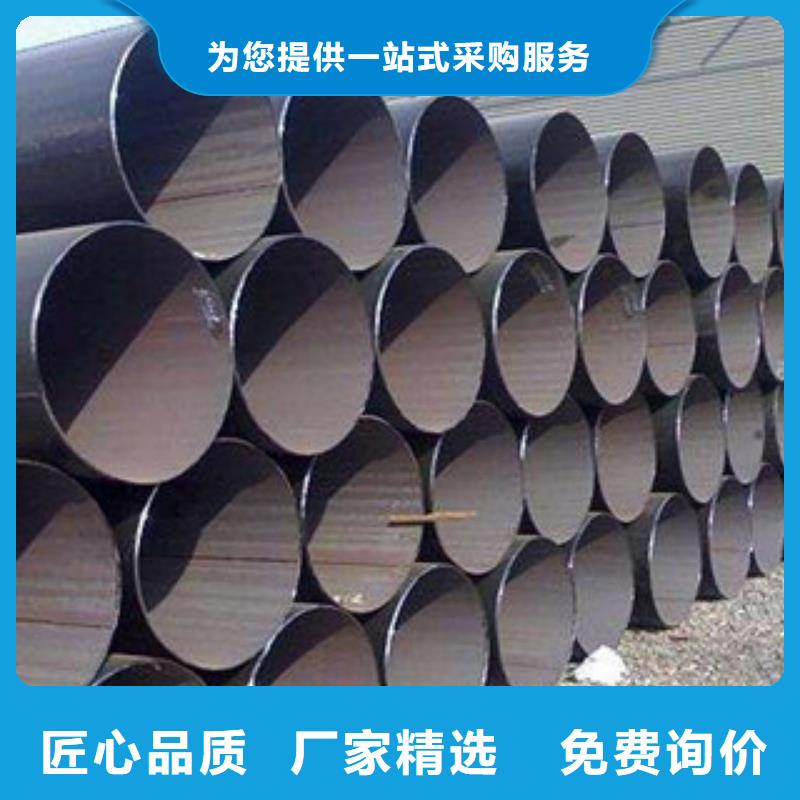
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。


大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。


