



更新时间:2025-02-24 02:28:50 浏览次数:13 公司名称:济南 桓禹建筑工程有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| TPO防水卷材 | 山东 |
| 施工队 | 全国范围 |
| 柔性屋面 | 高分子 |
| 全新 | 是 |
| 时间 | 不限 |


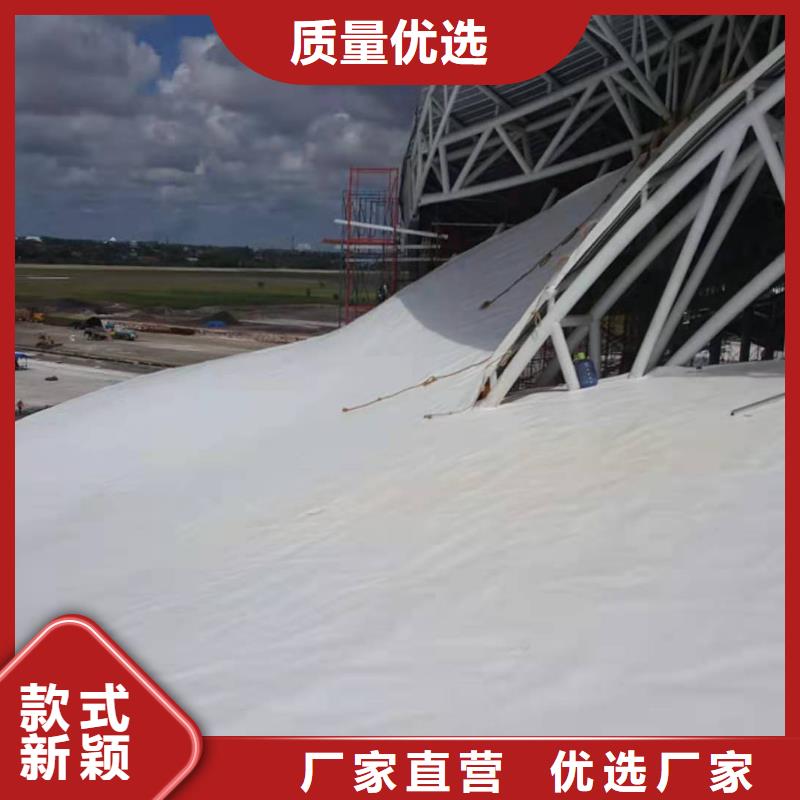




山东桓禹建筑工程有限公司专业PVC.TPO防水卷材施工队,在东方雨虹有十多年的施工经验,轻钢.混凝土.地槽.隧道的机械固定.满粘.空铺倒置式等PVC.TPO各种方案均能施工。人员技术力量雄厚,工具齐全!技术人员经过东方雨虹培训上岗!价格优惠,质量保证! !期望与各大防水公司有合作的机会。 工程案例:上海汉高.上海嘉定舍弗勒,上海科技绿洲西门子,上海三菱电梯,南宁国际会展中心,南宁汽车站,天津汉森,北京国展,杭州新华数码,泰安鲁能泰山电力,苏州电子,苏州印刷厂,济南双语学校,济南东方商厦,济南吉利汽车厂,江苏园博园,常州恐龙园大剧场,山东钻石博物馆,国轩电池,理想汽车,黄岛垃圾填埋厂 简阳机场,胶州机场等。接缝检查山东桓禹建筑工程有限公司专业PVC.TPO防水卷材施工队
焊缝冷却后,使用扁口螺丝刀对所有焊缝进行检查,确保不出现漏焊现象。若发现缺陷,使用手持焊接机进行修理焊缝缺陷。



桓禹建筑工程有限公司主营产品 辽宁朝阳TPO防水卷材。我们建立了完善的售后服务体系,为客户在使用过程中遇到的问题和困难提供专业的指导和协助。我们相信,经过我们的不懈努力和追求,一定可以与项目承建商互利共赢!公司采用合理的销售模式。愿我们公司和社会各界 同仁、诸位朋友、尊贵的各位客户携手并进,共同发展,同绘新世纪的宏伟蓝图。公司坚持“质量至上、信誉至上、用户至上”的经营理念。公司的经营理念:“同样的产品比质量、同样的质量比价格、同样的价格比服务、同样的服务比信誉”服务三保:保证质量、保证时间、保证数量。服务宗旨:雄厚的实力、优质的产品、低廉的价格。郑重承诺:保证以好的产品、优的质量、低的价格、完善的服务来答谢新老顾客的信赖。经营原则:顾客至上、质量优良、品种齐全、价格合理。



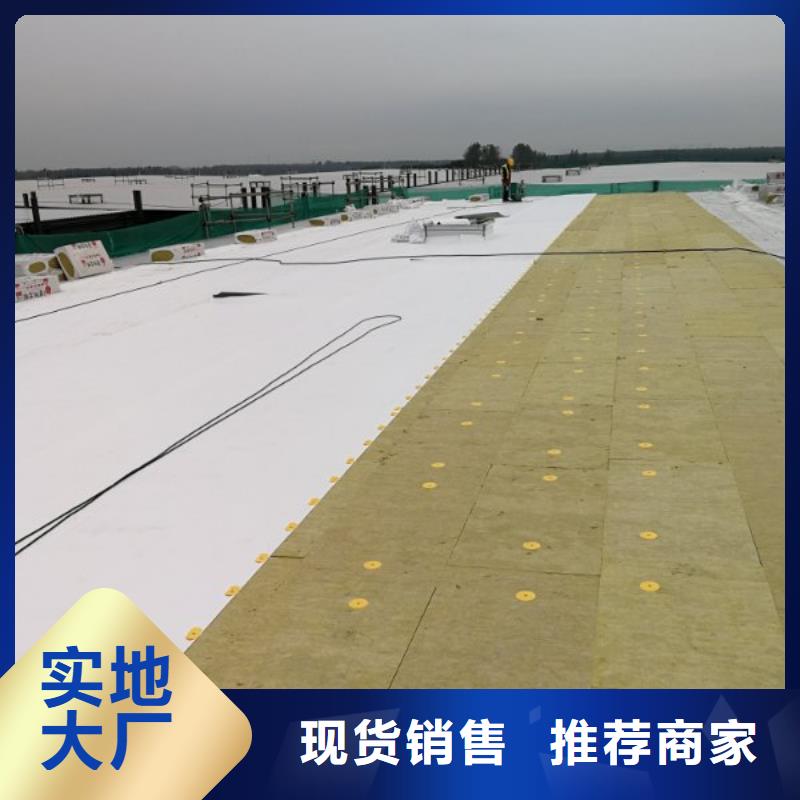
层厚度引起的表面不规则,可能造成假焊。当使用 1.5 mm 厚 TPO 卷材时,TPO
非增强泛水的表面搭接必须位于所有“T”形接头搭接相交处上面。 完成接缝焊接后,立即从接缝处移开自动热空气焊接机喷嘴,避免烧伤卷材。 保证热焊接区无折皱,在搭接区的折皱必须切掉。在自动热空气焊接机停止
和重新起动间的区域进行焊接时,需用手持焊接机。 5)手持焊接机的设定 用于泛水焊接时手持焊接机的温度应设定为“6”。
用于卷材焊接时手持焊接机的温度设定为“8”。 硅酮辊应始终沿垂直于卷材的焊接缝或泛水方向进行滚压。 6)接缝检查
焊缝冷却后,使用专用探针或扁口螺丝刀对所有焊缝进行检查,确保不出现 漏焊现象。若发现缺陷,使用手持焊接机进行修理焊缝缺陷。 山东桓禹建筑工程有限公司专业PVC.TPO防水卷材施工队,在东方雨虹有十多年的施工经验,轻钢.混凝土.地槽.隧道的机械固定.满粘.空铺倒置式等PVC.TPO各种方案均能施工。人员技术力量雄厚,工具齐全!技术人员经过东方雨虹培训上岗!价格优惠,质量保证! !期望与各大防水公司有合作的机会。 工程案例:上海汉高.上海嘉定舍弗勒,上海科技绿洲西门子,上海三菱电梯,南宁国际会展中心,南宁汽车站,天津汉森,北京国展,杭州新华数码,泰安鲁能泰山电力,苏州电子,苏州印刷厂,济南双语学校,济南东方商厦,济南吉利汽车厂,江苏园博园,常州恐龙园大剧场,山东钻石博物馆,国轩电池,理想汽车,黄岛垃圾填埋厂 简阳机场,胶州机场等。





1)设备选择
使用手持热空气焊接机以及硅酮辊,以热空气焊接TPO卷材。

2)受污染的TPO卷材搭接部位,先用湿布擦去灰尘等杂物,再用清水清洗焊接区(严重污染可使用中性清洗剂清洗),再用干净的擦拭布擦干,用专用卷材清洗剂进行彻底清洗,白色抹布擦干,待卷材清洗剂彻底挥发后焊接(视环境温度约需15~30分钟),焊接速度应较正常焊接速度慢约20%。