
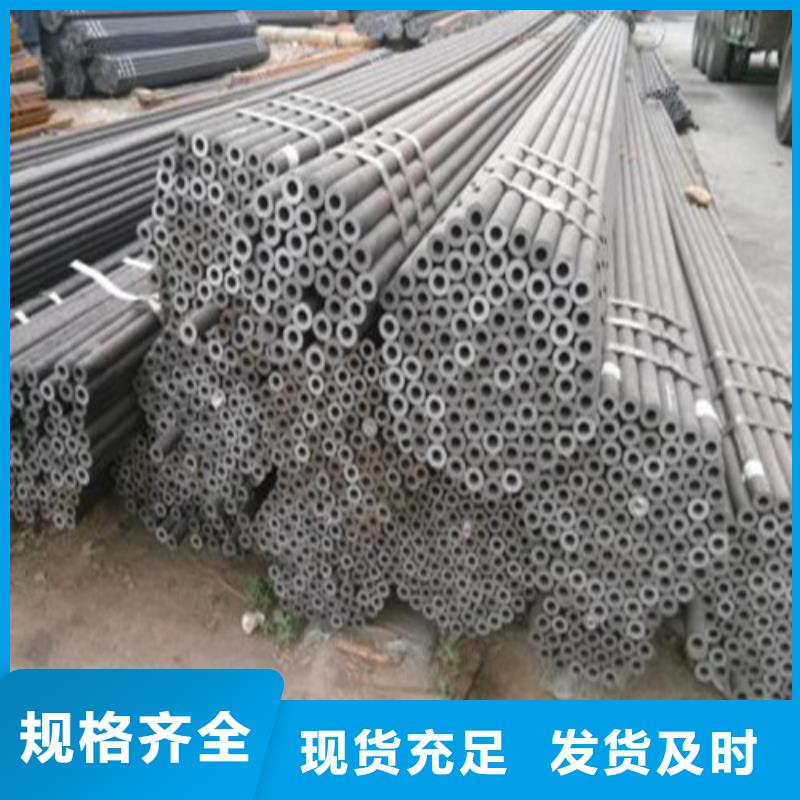







热轧无缝钢管主要生产工序:管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
无缝管业内对焊管的认知,不尽相同。东南沿海及长江中下游的无缝管企业较早接受,例如宝钢前几年就开始策划上高频直缝焊管ERW610mm机组、5m宽厚轧机和UOE大口径直缝埋弧焊管生产线;武钢集团拟开发2250mm宽带热连轧机及ERW610mm机组;大冶无缝钢管厂在研讨发展方向时决定避开焊管的优势,不上大口径无缝管生产线,生产发挥无缝管厚壁优势的产品;天津无缝钢管有限公司也在研究发展焊管产品、热带生产线的可行性。
在无缝管企业内部,营销部门比技术部门对焊管产品的认知要早;在技术部门内,一般技术人员与资深技术专家的感受也不尽相同。在行业外,石油系统比冶金系统认知焊管要早。技术本身在发展,但有的快、有的慢。板、带、棒、线材发展连铸连轧技术快,而无缝管材就慢,因而成本居高不下。
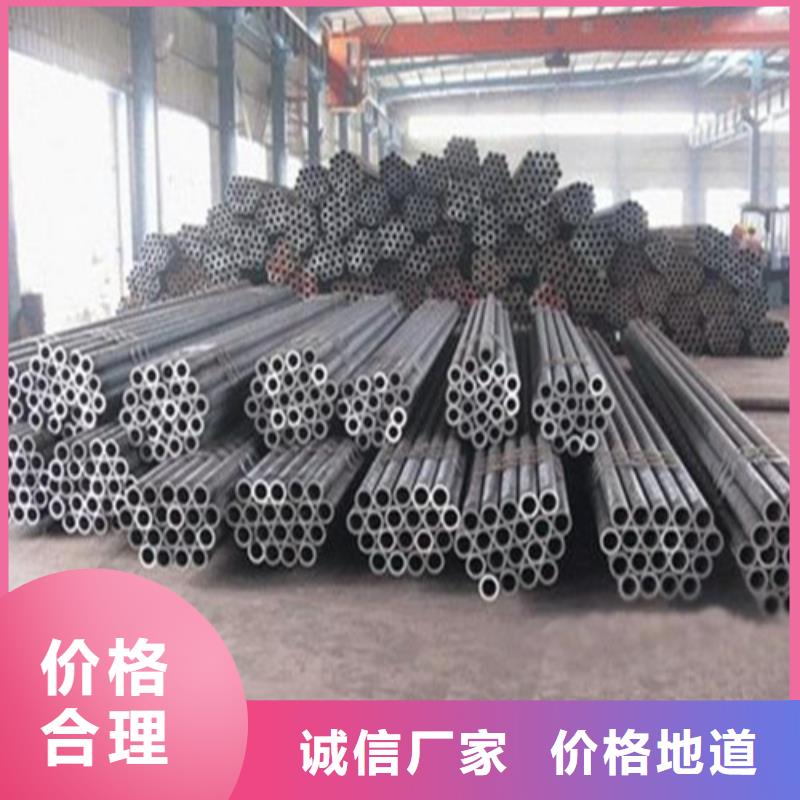
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
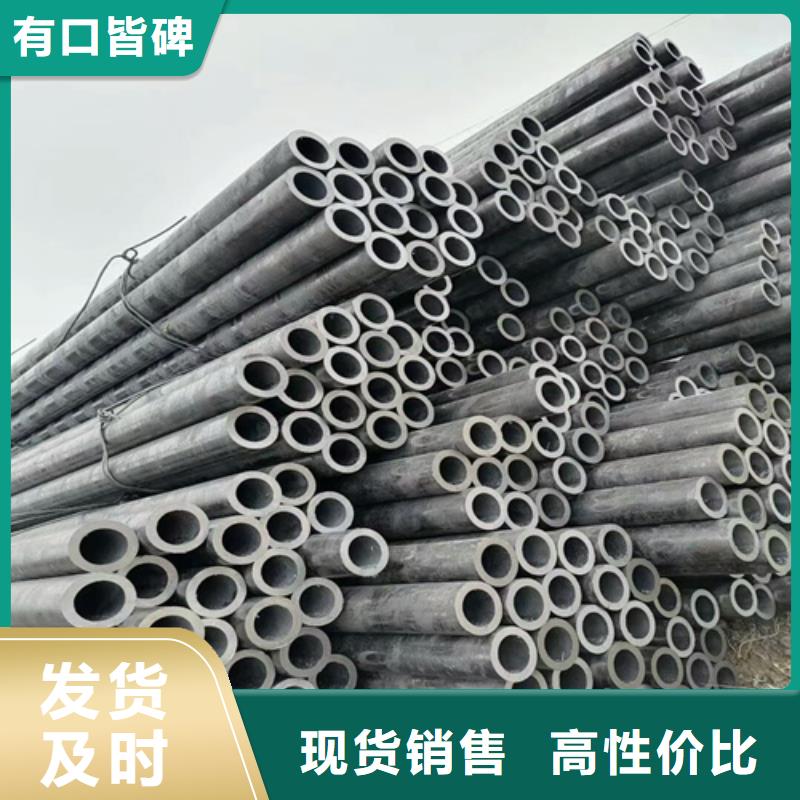
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。
