




观看我们的产品视频,就像打开了一扇通往珩磨管研磨管生产厂家核心技术产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:珩磨管研磨管生产厂家核心技术的图文介绍

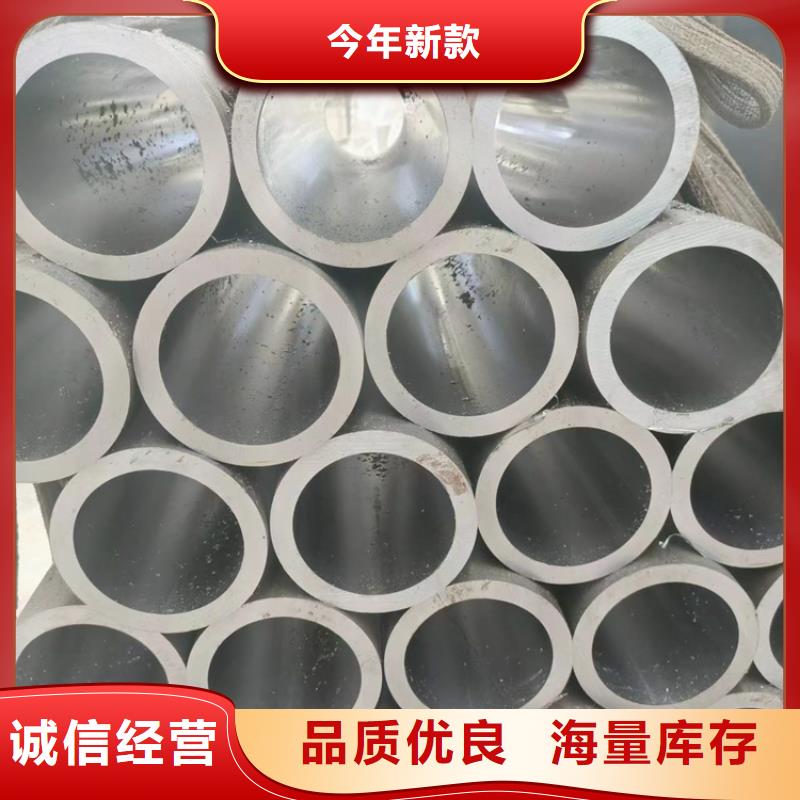
上海珩磨管绗磨管油缸管除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。


油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



安达液压机械有限公司成立于2012年.位于上海工业园内.是一家专业生产加工、制造的 上海空心活塞杆厂家,主要产品有: 上海空心活塞杆,公司一贯坚持“质量,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的 上海空心活塞杆产品,良好的信誉,优质的服务, 上海空心活塞杆产品畅销全国近三十多个省、市、自治区。


上海珩磨管绗磨管油缸管3.珩磨管操作(1)检查珩磨机的润滑部位,特别是变速箱高精度珩磨管,是否润滑到位。如果没有润滑的话,那么应及时进行润滑,以免影响到机器的正常运行。(2)冷却液是否清洁干净,是否有杂质,以及量是否充足。对冷却液来讲,也要定期进行清理或者更换,以免受到污染。(3)机器开动后,要先空运转一段时间,以便能够排出液压管路中的空气。(4)对机器的各个部分,要进行检查,能否正常工作。(5)液压油的油温,**不能超过60摄氏度,否则应采取降温措施进行降温。如果不行的话,那么应停止工作。
