更新时间:2025-02-23 02:29:12 浏览次数:34 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |

| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |

钢板切开中的钢板数控下料环节有专门的设备能够选用,在机械化的工业时代,下料机成了不行短少的设备之一。现在市场上呈现的下料机出产厂家和产品都比较多,所以怎样挑选适宜的设备成为用户重视的要点。 首要要对下料机出产厂家进行实地考虑,假如厂家本身信誉度就不高的话,它们出产的产品怎样会有保证呢?这方面除了能够从网上查阅材料以外,仍是实地造访,这样才能对厂家有了解。 除了要看下料机质量之外,还要看厂家所能供给的服务,任何设备都不行能不出毛病,因而售后服务关于下料机设备来说是非常重要的,这样能够为用户供给专业、具体的技术指导。以外,一定要看准下料机与本身出产的匹配程度,无妨再好的机器也发挥不了效果。
问题1:钢板加工,其加工损耗,详细是为多少啊? 问题2:钢板外表粗糙度,其规范规则要求是什么? 问题3:如何将钢板一边加工成锯齿状的? 上述三个问题,都是关于钢板加工这一方面的,那么也便是咱们学习和把握的目标。所以,下面小编就来经过回答,来到达上述意图吧。 问题1:钢板加工,其加工损耗,详细是为多少啊? 钢板加工的加工损耗,其详细是为: 关于板材,多是为3%;关于型材,是为1%。关于重钢,且结构杂乱的,是为8%。 问题2:钢板外表粗糙度,其规范规则要求是什么? 钢板外表粗糙度,其规范规则要求,是为2523-1990和2523-1990这两个。 问题3:如何将钢板一边加工成锯齿状的? 这个不难,量大的话,能够选用冲模冲裁;量小的话,则能够进行切开,有线切开、激光切开以及等离子切开等。
钢板在后期加工时,会由于翘曲导致切开后变形,形成工件作废,影响用户正常运用,一起形成企业经济损失。剖析以为钢板经热轧后内部及上下外表存在剩余应力,假如剩余应力沿钢板宽度和长度方向呈不均匀散布,将会对钢板截面产生一个力矩,使钢板在分切后产生翘曲。操控办法是:
冷却温度
层流冷却形成的内应力不均衡问题主要是由3种不均匀冷却导致:
1、横向冷却严峻不均匀
2、厚度方向冷却不对称
3、横向和厚度方向冷却不均匀混合。操控冷却的横向均匀性和厚度方向的对称性,是操控中厚板平直度、下降内应力的必备条件。横向冷却侧喷计划是经过改进下集管横向视点和驻水点等办法到达层流冷却温度操控均匀性。
冷矫直
矫直能改进钢板剩余应力散布,当钢板在横断面上有应力散布不均时,能够需求采纳弯辊办法以添加部分变形的方法来补偿纵向纤维的长短不齐,到达波涛弯、均匀化钢板内应力的意图。调理矫直机横向的凸度值调理也是改进钢板剩余应力散布的重要办法。综上,经过选用新的工艺,进步层流冷却速度操控温度的均匀性,以及冷矫直钢板,促进钢板内部应力均匀化,钢板再纵切分条时,变形问题得到操控。


聚贤丰汇金属材料有限公司是 浙江台州9Cr18圆钢等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。



8月份10CrMOAL中厚钢板市场价格波动上扬
随着7月价格的拉涨,国内中厚板生产企业手持订单情况转好,总体订单情况强于6月份。截至7月28日,国内主要生产企业手持订单天数保持在20-50天左右,多数能够保持在30天以上,较6月份有明显的好转,对于现货价格将形成较强的支撑。
2021年整体国内钢价大幅上涨,原料价格的涨势更为明显。尽管进入7月份以后,矿价拉涨有所放缓,焦炭也出现提降,但是普氏指数总体仍旧徘徊在200美元以上,截至7月30日,普氏指数为195美元,当月平均213.57美元,保持在相对高水平。
7月末唐山地区主流钢厂铁水不含税平均成本在3801.33元,钢坯平均含税成本在4743.74元,钢坯平均成本较7月初上升近200元。尽管成材价格涨势明显,各主材目前均能够达到400-500元左右,但是成本重心的支撑上移仍旧较为明显,总体成本端的支撑仍在。
5、7月市场呈现强预期 弱现实 8月份仍存预期调升空间
压产的预期成为7月份市场的主线。从市场落地的文件来看,山东、江苏两省的压产目标落地,预计总体压产在1800万吨。
而据 统计局的数据显示,2021年1-6月,国内粗钢产量累计5.6亿吨,较去年同期5.03亿吨增量5700万吨。而2021年年初工部就定调了年内的压产目标,同时,7月份多省份陆续有限产的文件在传出,成为现货市场在淡季 的支撑主轴线,也成为资本市场能够出现的主要因素。
8月份10CrMOAL中厚钢板市场价格波动上扬
而在强预期、弱现实的情况下,现货市场期现基差逐步拉大,期现入场操作也成为市场支撑的因素。
从现货市场的表现来看,受需求疲弱影响,下游终端手中库存资源不多,但是上游钢厂手中订单则较为不错,大部分资源和库存集中在了中间的贸易商环节,其中多以期现操作者居多。因此,从市场的表现来看,压产的预期仍然存在,但是7月份已对强预期进行了炒作释放,预计8月份钢价虽在压产预期下仍存拉升空间,但空间看窄。同时基于当前国内环境的表现,不排除8月份市场出现调整可能。总体预计,8月份市场波动上扬。
8月份10CrMOAL中厚钢板市场价格波动上扬
综上所述,进入下半场,强预期、弱现实的市场使得现货钢价在7月份呈现拉涨,而压产的预期以及去产能回头看的动向或仍将在8月份延续,仍将对钢价形成支撑。不过,有鉴于主流品种在7月份出现 的期现资本正套的操作导致市场结构的非常理现状,仍有可能在8月份出现正套兑现的操作,对于现货市场或仍存一定压力。因此,总体看,预计8月份中厚板市场重心仍将上移,但或存波动。
7月宏观与减产逻辑共振,期货逼空换月强势带动,现货中间投机需求有所启动,10CrMOAL钢板价格迎来下半年 波上涨,而焊镀管品种涨势弱于上游,管厂及贸易商利润空间再度挤压,甚至倒挂100-200元。而8月减产预期是否逐步兑现,终端需求释放是否强于前期,各种不确定因素下,若处于当前价格水平,旺季前夜的建仓补库操作或持续谨慎。本文基于焊镀管品种基本面的趋势变动,对后市行情作简要预判。


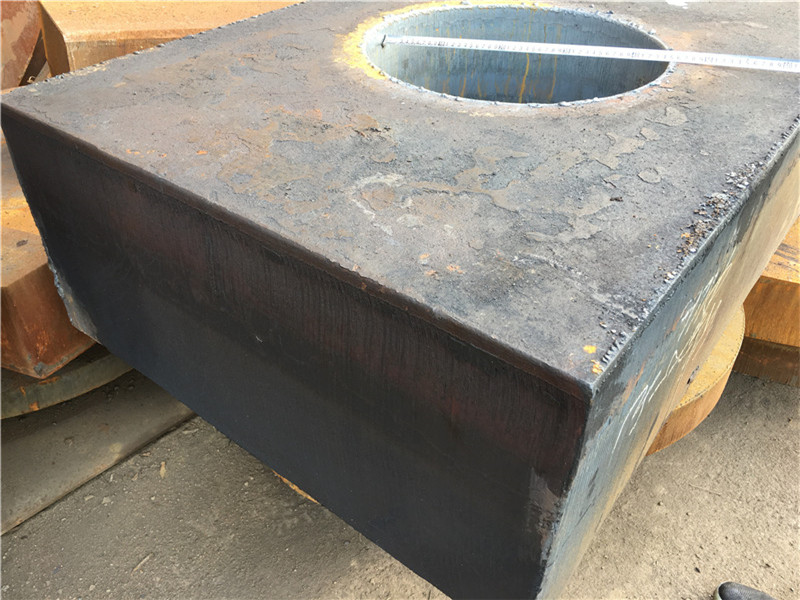
20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
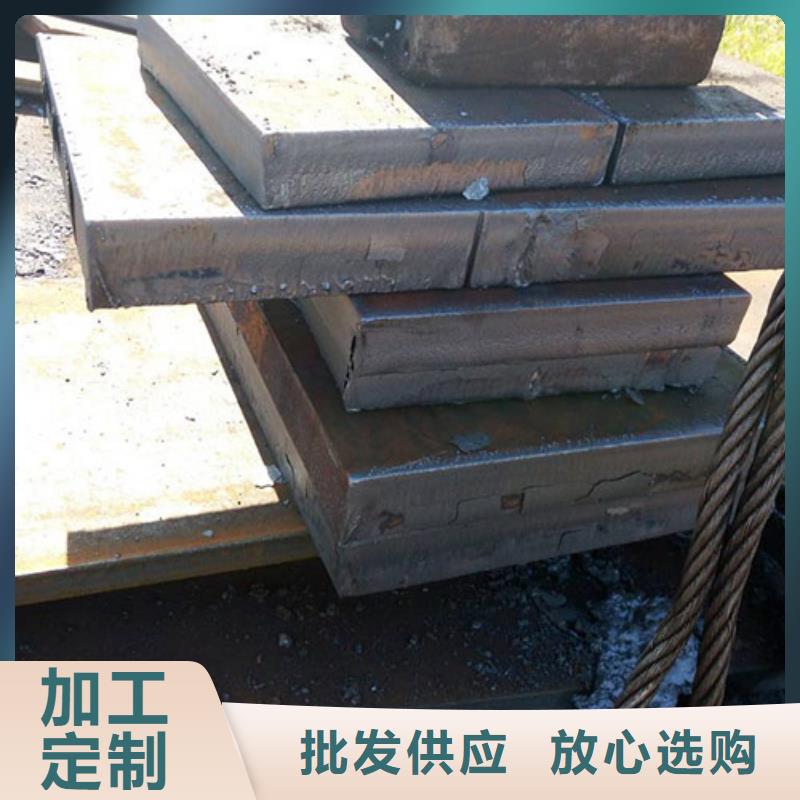
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
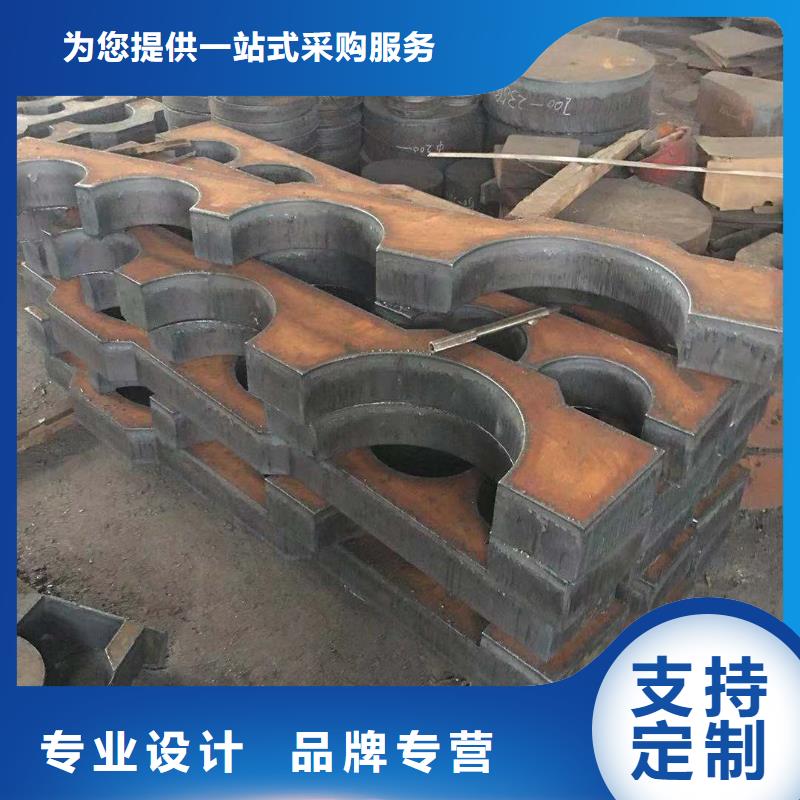
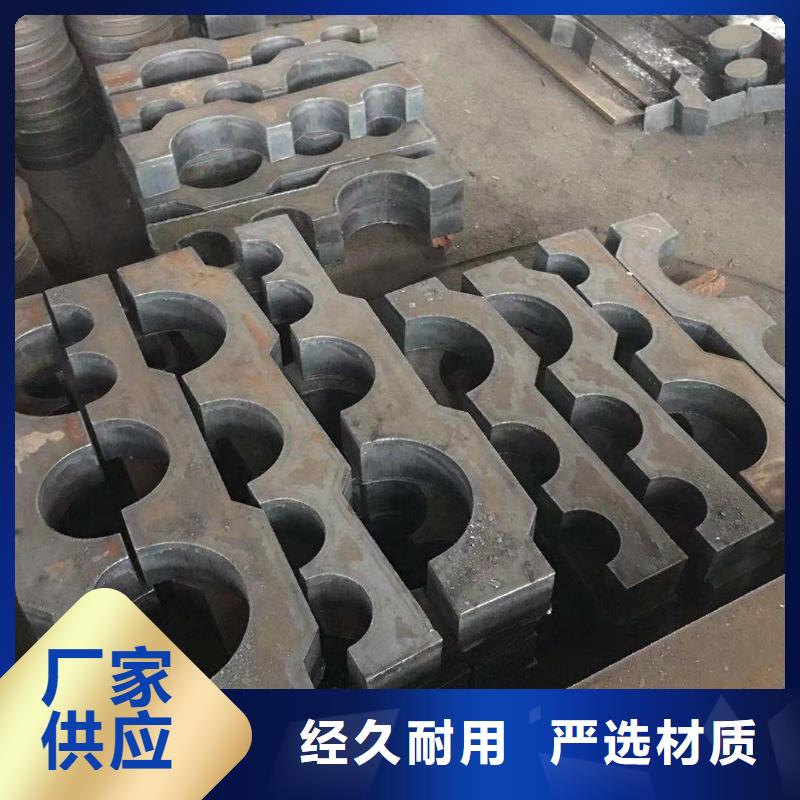
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。