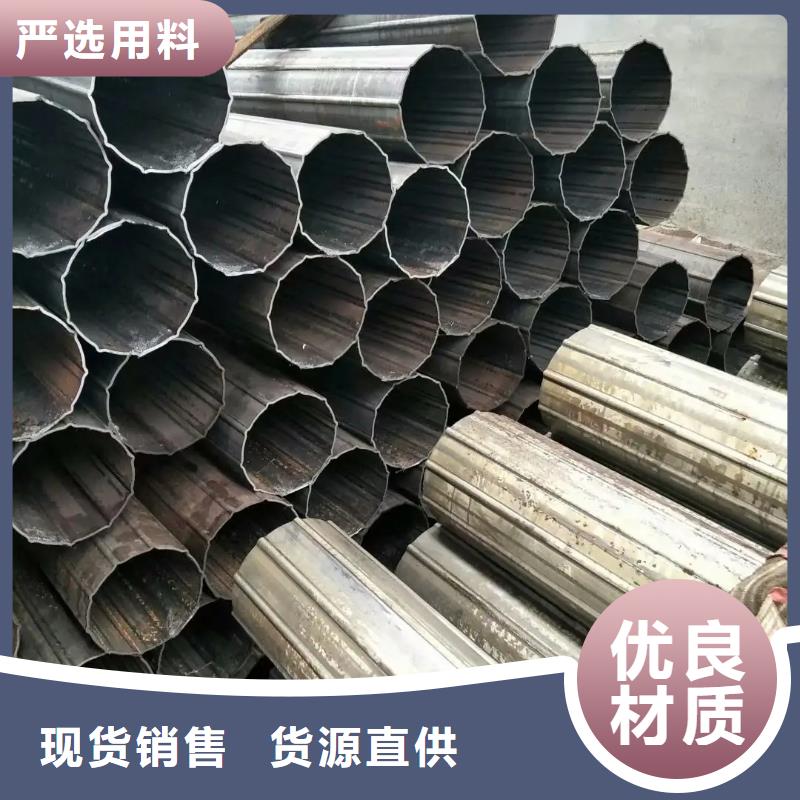







常德异型管和无缝钢管的区别:
1常德异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2常德异型管是近聊城异形钢管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
常德异型管的分类:
常德异型管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异形钢管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个常德异型管非常常见的工艺检测方法有以下几种:
常德异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
常德异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;
钢管:外径6mm-1220mm*壁厚0.4mm-110mm
圆钢:外圆8mm-300mm
钢板:厚度0.4mm-110mm*宽度1250mm*4000
常德异型管的防腐处理方法都有什么?公司常年销售异型管异型钢管异形钢管无锡异形管八角钢管六角钢管三角钢管、无锡异形钢管、无缝方形、矩形、锥形、梯形、及其它复杂断面的异型管材。主要产品:冷拔无缝钢管和异型钢管,非标异型钢管等按客户需求可定做,材质有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有缝和无缝异型管,按客户标准生产。
常德异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。
防腐处理方法
用沥青漆涂在异型管层
水泥砂浆内衬+特殊涂层
用环氧煤沥青涂异型管层
环氧陶瓷内衬
铝酸盐水泥涂层和硫酸盐水泥涂层
用聚氨酯涂异型管层
常德异型管气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。
常德异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
常德异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
常德异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
常德异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
常德异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
常德异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
常德异型管焊嘴与异型管间的距离以15-25mm为宜。