

联系我们

当前位置:
聊城 航萧管件有限公司 >平凉当地产品频道
【弯管】中频弯管采购
更新时间:2025-02-22 23:05:03 浏览次数:12 公司名称:聊城 航萧管件有限公司
以下是:【弯管】中频弯管采购的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是:【弯管】中频弯管采购的图文视频



【弯管】中频弯管采购,航萧管件有限公司为您提供【弯管】中频弯管采购产品案例,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:聊城经济开发区崂山路物流院内发货到甘肃省 平凉市 崆峒区、泾川县、灵台县、崇信县、华亭市、庄浪县、静宁县。 甘肃省,平凉市 平凉是中华民族和华夏文明的重要发祥地之一,早在8000多年前,中华人文始祖伏羲诞生在静宁古成纪,4700多年前,轩辕黄帝三次问道于崆峒山,3000多年前,周朝先祖就在泾河流域创造了比较先进的农耕文化。建元十二年(376年),前秦大将军苻坚进攻前凉,置平凉郡,取“平定凉国”之意,平凉由此得名。历史上曾经演绎了黄帝问道、文王伐密、秦皇祭天、汉武西巡等流传千古的动人故事,孕育出了世界针灸医学鼻祖皇甫谧,南宋抗金名将吴玠、吴璘,明代“嘉靖八才子”之一赵时春等人物。
想要更直观地感受【弯管】中频弯管采购产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:【弯管】中频弯管采购的图文介绍


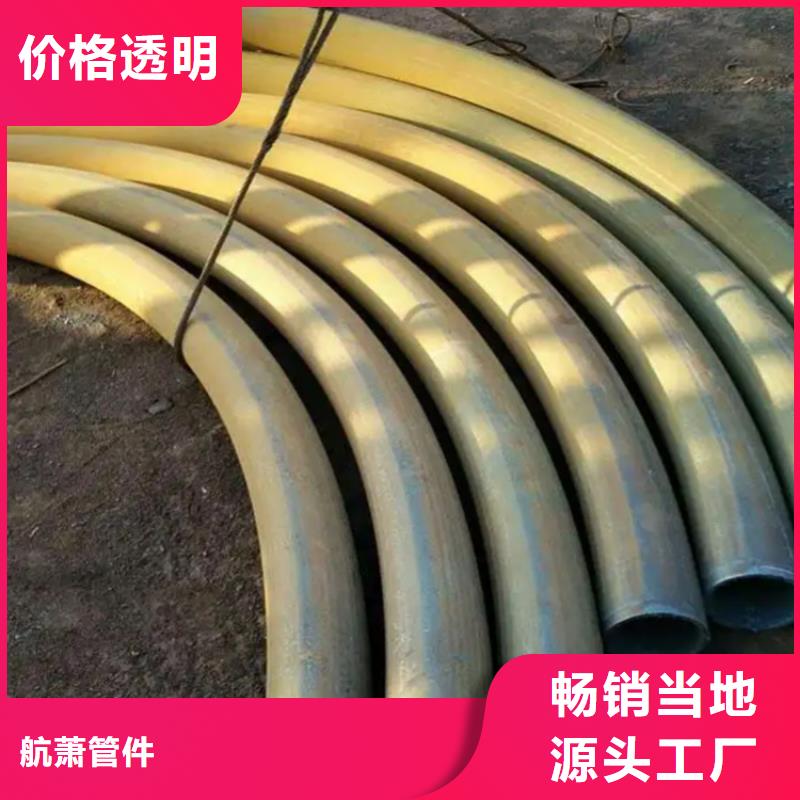
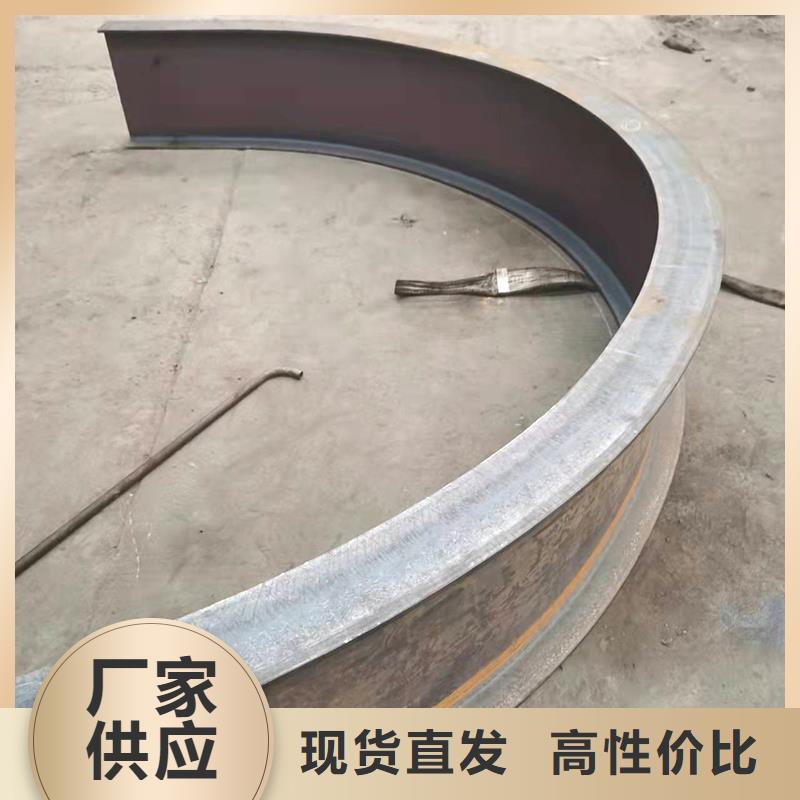
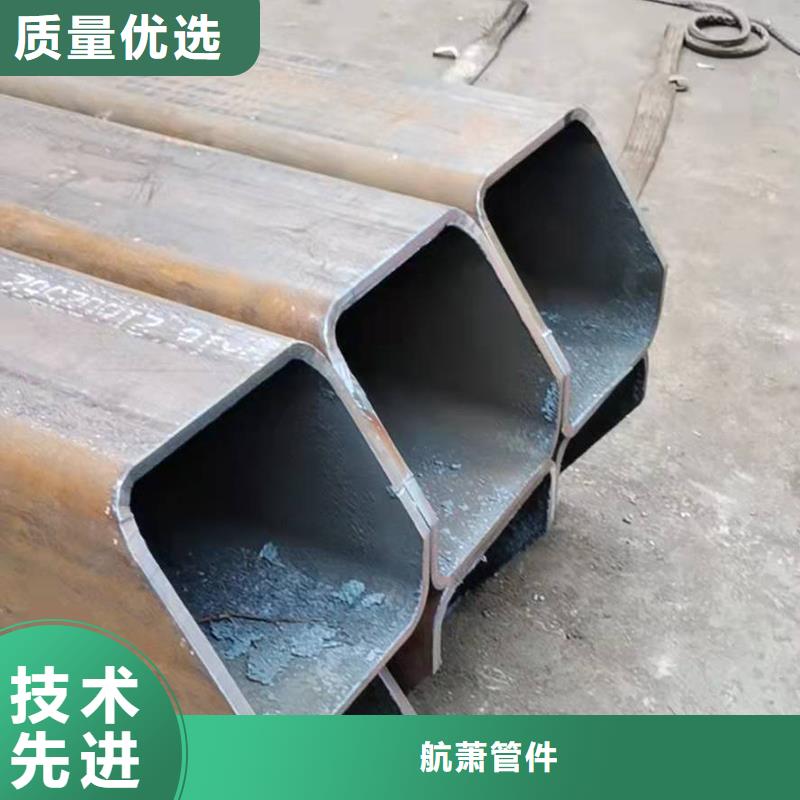
弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!



在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!

现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。


弯管机日常使用中如何避免故障发生 在科技技术逐渐发达的今天,我国的弯管机设备同样在对于液压弯管机与全自动弯管机和切管机以及缩管机等管材加工机械在质量与技术方面现在已经日渐成熟稳定了,不会像过去因为某个新产品新技术的诞生,我们都是处于摸索的状态,所以机器的性能稳定方面是比较脆弱的,但是今天的管材加工设备都是处于稳定而常规化了,所以在购买机床后只要您认真保养好机床,是可以很长久的使用的。 但是弯管机会在日常使用中,常常出现哪些问题呢?其实这些问题我们早在前面的日志技术文章中也有提起过,今天我们在老话常谈,通常会出现问题的有液压区域,由于机器在弯管时,管材采用金属圆锯机切割会留有很多小铁销。这些铁销如果没有被清理干净就直接拿到弯管机中加工弯管,而很多弯管机模具都有带芯棒来弯曲的,因为怕饱满度不够高,所以会出现起皱或者塌陷进去等现象。 这样在弯管机将管材插进芯棒时这些小铁销就会掉出来,而没有被清理掉的铁销会掉入机身内部的油箱里面,我们都知道液压弯管机采用油泵输入液压油靠电磁阀来提供液压动力。所以这些铁销进入油箱后大部分会被我们的进油管里面的滤网所过滤掉,但是也会有小部分铁销会进入到油泵里面,这样被吸入进油泵的铁销就会进入到电磁阀里面,而这些铁销因为无法在电磁阀里流动导致出现液压电磁阀堵塞,而液压油无法流动这样会出现某一对应的动作失灵,导致液压弯管机无法正常工作。 即便出现这种现象也无需慌张,只要根据控制面板上按键来手动按某一动作,再看电磁阀上的指示灯看准是哪一个电磁阀不起作用了,再将电影关闭。然后用一把4mm的内六角扳手,将固定在分油板上的电磁阀拆下。用干净的煤油将电磁阀清洗干净后,用将内部吹干净将里面的铁销清洗出来后,再安装上去就可解决。



我们坚持以优质产品为理念,坚持以产品品质为先,致力为市场和客户提供优质 甘肃平凉O型弯管产品。客户满意是我们的追求,实体厂家,现货供应,加工定制。层层规格,库存充足,,售后无忧,24小时专注售后服务,为您解答疑惑,品质可靠现货当天发货。



全自动弯管机的工作效能可以带来的好处 现阶段电机与全自动弯管机上的液压泵中间的连接早已不用借助法兰盘来连接了,根据这一个小改变,不只是在成本费上的消耗更加节省,电机和汽油泵中间的传动配置也更为畅顺,并且噪声也有了挺大的改进,由于取消了连接轴、汽油泵轴连接电机的主轴轴承,这样不只是了效率,并且也扩大了扭矩,促使液压弯管机和全自动弯管机及液压机切管机等液压机管件加工车床总体的一个。 应用过全自动弯管机机器的用户多多少少都对弯管机及液压特性有些掌握,在弯管机的生产过程中,对弯管机上夹紧配置继电器需要多装一个保压阀来把控,这样做的目的实际上就是方便减少用户的投入资金,在弯管机众多系列产品中,很多用户因为需要控制成本,一般选购的型号也就只是刚刚好能够符合自身产品的生产范畴。 而大家为了促使弯管机应用的更为顺畅,在对弯管机夹持上加装保压阀实际上就是来降低弯管机因为生产超载产品的时候,弯头出现跑偏及在弯折不锈钢管件的时候由于跑偏而左右弯管的加工品质的。 那以上就是这次和大家分享的内容了,全自动弯管机的工作效能确实是可以改进液压传动系统自然环境的。



在甘肃省平凉市采购【弯管】中频弯管采购请认准航萧管件有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-17306359888,QQ:46564996,地址:经济开发区崂山路物流院内)。