
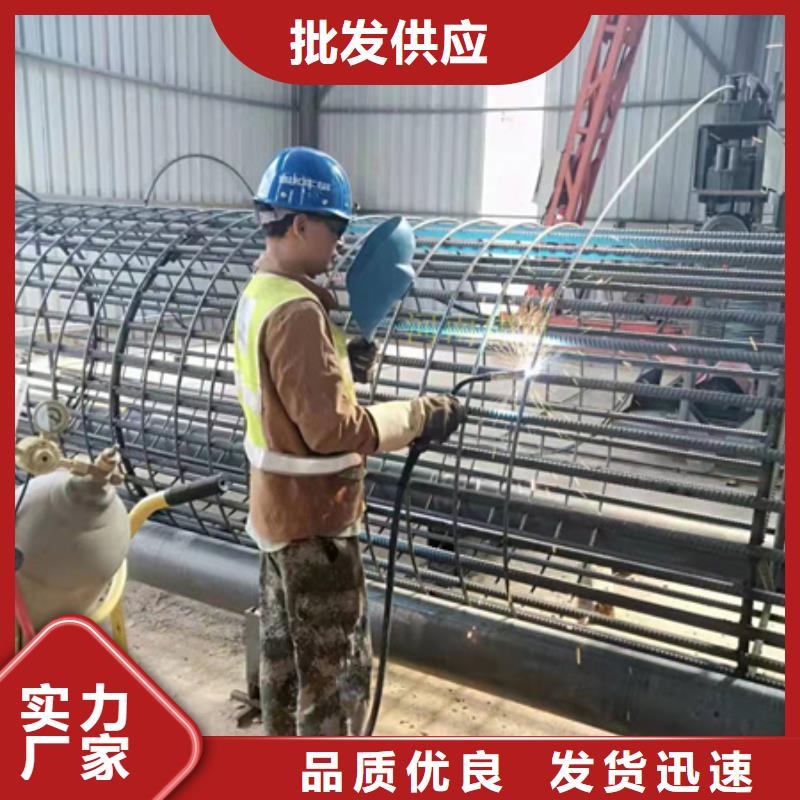

河南建贸机械通过在实际生产中的不断积累,加上不断的研发钢筋滚笼机,使得钢筋滚笼机能极大的提高工作效率。公司正沿着发展历程,将钢筋加工机械自动化产业化,将钢筋加工商品化,钢筋滚笼机正逐步的被广大用户运用和推广。卢龙县金城工程机械厂欢迎大家来合作!率通过我部两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从准备到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。高质量人工绕筋一直存在着三个通病。箍筋缠绕不紧实;箍筋间距不均匀、绑扎不牢;箍筋错绑、少绑的问题。而在运用了绕筋机后箍筋缠绕紧实,间距均匀,完美地解决了人工绕筋的三个通病,保证了钢筋笼的

主筋数量变化:我们提供的设备一般按多主筋的提供,但需要加工不同主筋数量的钢筋笼时,需要更换滑槽模板并主筋滑块的数量和距离等参数。 变筋的问题:对于需要大端多数量主筋,在小端主筋的问题。本机可很方便的实现。 通过我部两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。 钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
 <晋中>建贸机械设备有限公司
晋中批发数控钢筋笼绕筋机的基地
<晋中>建贸机械设备有限公司
晋中批发数控钢筋笼绕筋机的基地
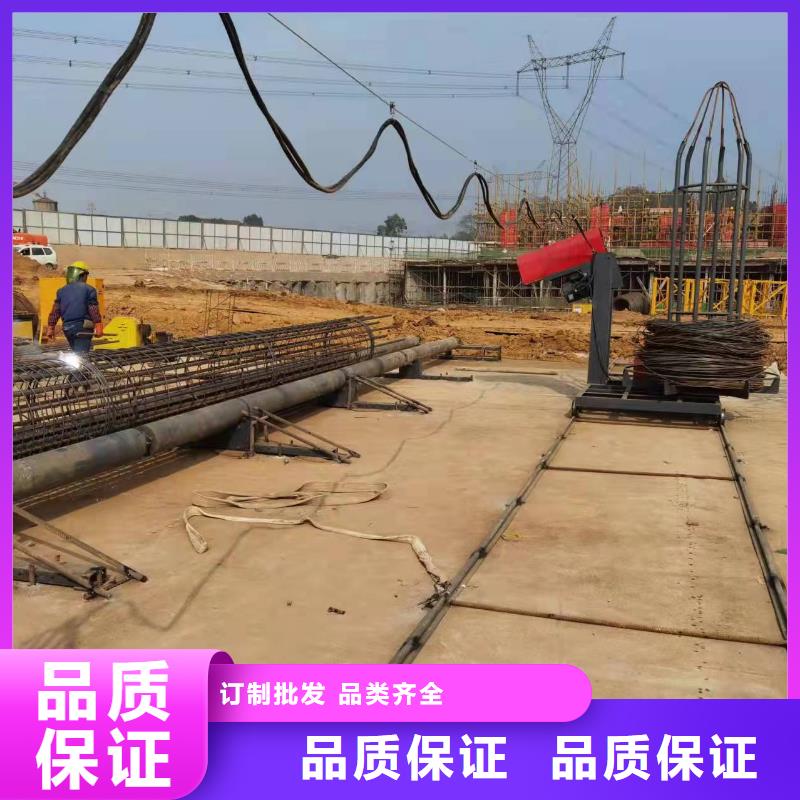
我厂将以低廉的价格专业的机械加工为您提供满意的服务。客户的支持是企业前进与发展的动力,我们将不断进取,致力完善企业的硬件设施,不懈追求的技术和卓越的品质。河南建贸机械生产各种通用及钢筋笼绕筋机,适用于各种桩基内钢筋笼制造,河南建贸钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车的把盘筋绕在主筋上,同时进行焊接或绑扎,从而形成成品钢筋笼,辊筒转动速度可根据操作手的熟练程度从低到高任意,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼一次性成型,极大了工作效率。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。

绕筋机主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。