

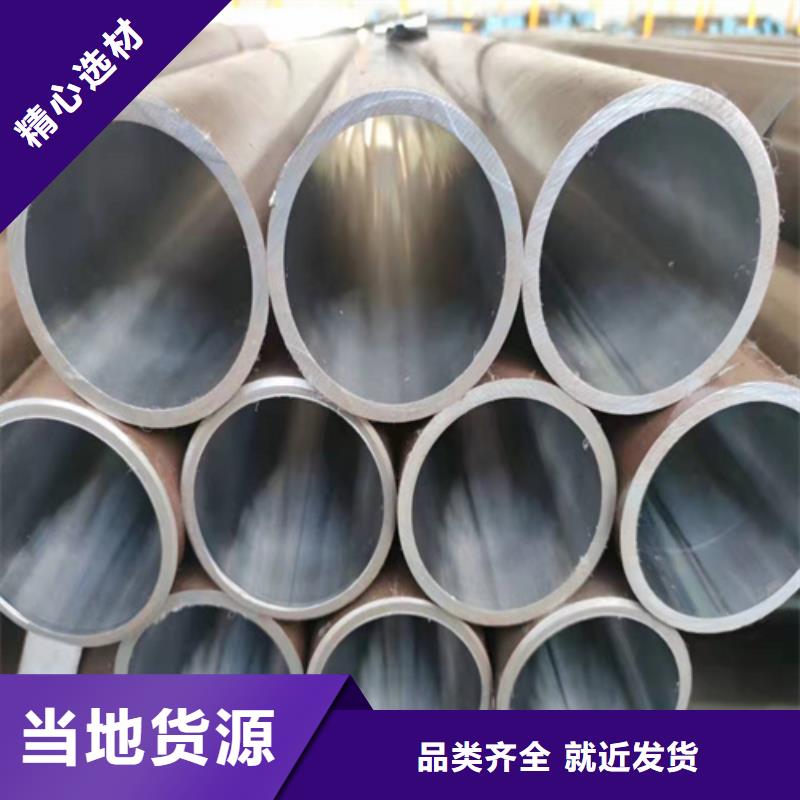




与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。
珩磨管配件的设计原理珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。
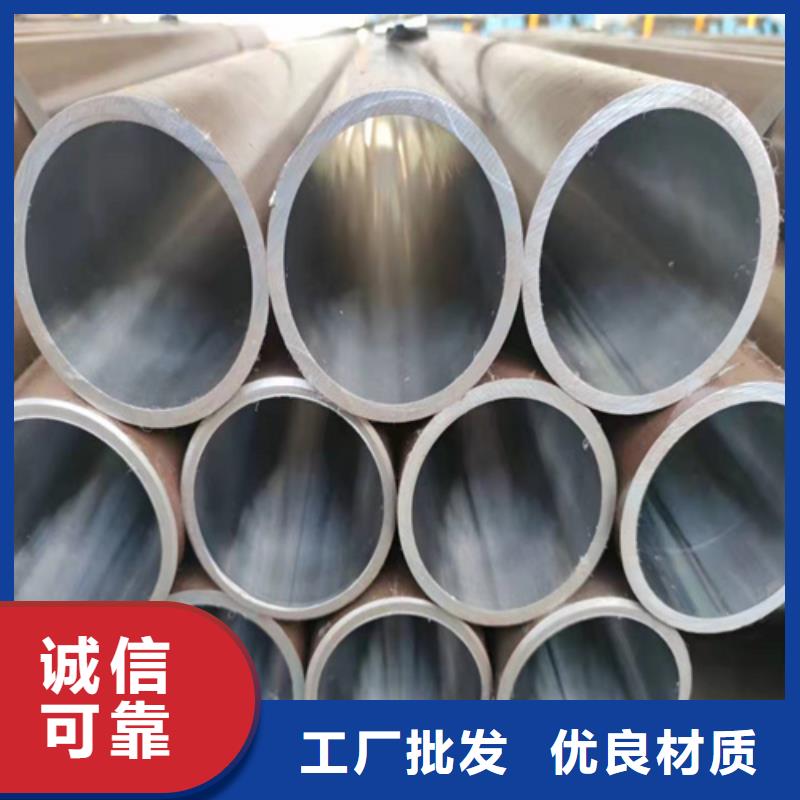
珩磨管是通过珩磨工艺加工而成的管材,因为珩磨管 的特点就是有良好的表面光洁度以及耐磨性,因为将在珩磨管管材表面形成了一定角度的交叉网纹,这些网纹里可以存留一定的油起到润滑的作用,从而减少磨檫,延长管材的使用寿命。不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。