


82600<忻州>神悦钢材有限公司

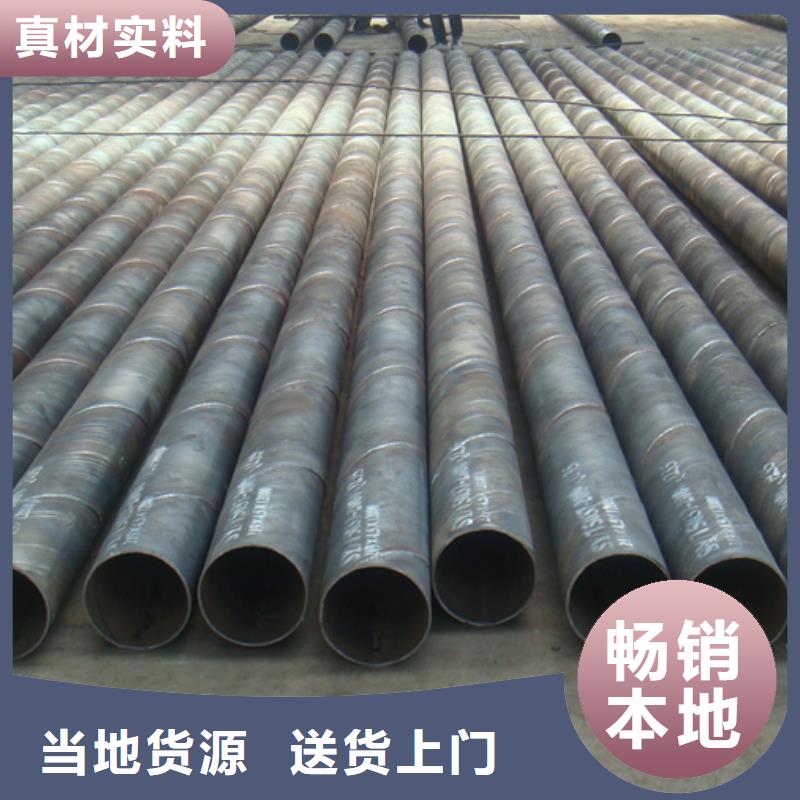
2.忻州防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.忻州防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.忻州防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.忻州防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.忻州镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
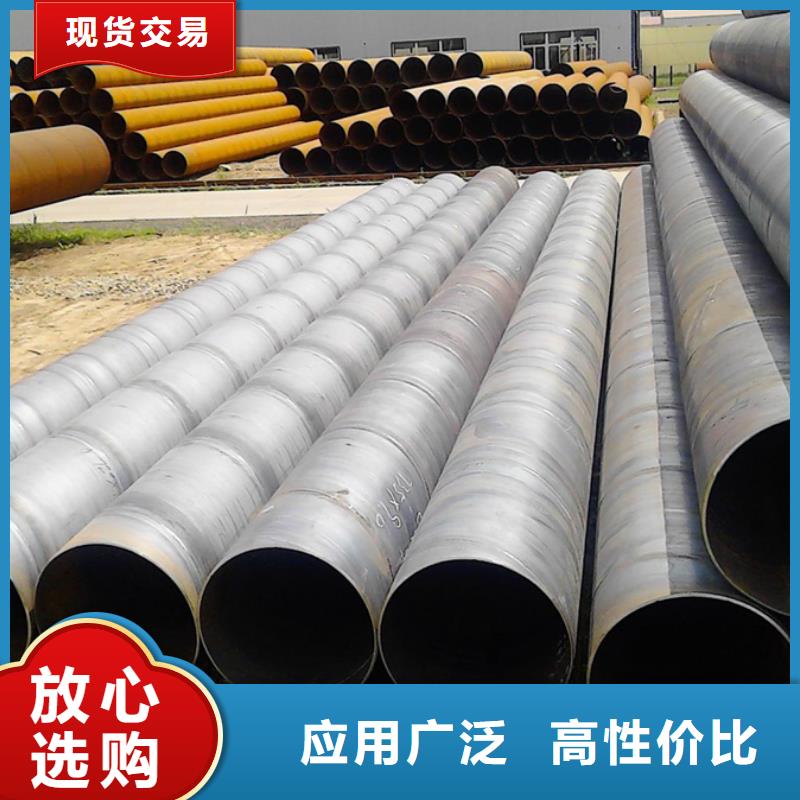
2)法兰盘厚度。法兰盘厚度增加不大时,对法兰刚度的贡献并不显著。由此,基于柔性法兰设计思路的带颈对焊法兰,其法兰盘厚度按照国内杆塔技术规定的无加劲法兰的板厚计算即可,取值基本可兼顾性及经济性如选用刚性法兰。 忻州法兰盘厚度升至柔性盘厚近2倍或更多,其经济性不合理螺旋管法兰颈形式,法兰颈部变坡段采用单坡形式与双坡形式时的法兰性能差别不大,但双坡法兰的加工比较麻烦,由此会带来法兰加工效率的降低以及加工成本的增加。综合比较,带颈对焊法兰颈部采用外侧单侧变坡的形式H图836带颈法兰颈部变坡段形式。

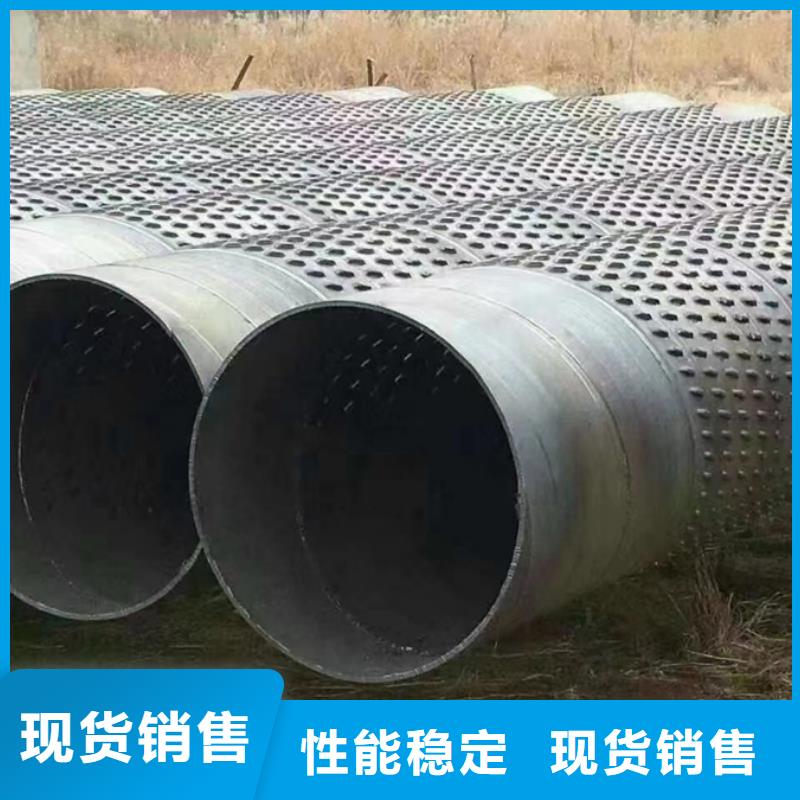
忻州Q345B螺旋管作业时应注意随时整理落到架面上的资料,保持架面上规整清洁,不要乱放资料、东西,防止影响自己作业的和发作掉物伤人。 1.忻州Q345B螺旋管清洗: 忻州Q345B螺旋管溶剂和乳化液用于清洁钢外表以除去油,油脂,灰尘,平滑剂和相似的有机物,但不能除去钢外表的铁锈,水垢,焊剂等,因而仅用于作为防腐生产中的辅佐办法。 2.忻州Q345B螺旋管东西除锈: 首先,用诸如钢丝刷之类的东西对钢外表进行抛光,以去除松懈的或凸起的水垢,铁锈,焊渣等。手动东西的除锈才能能够到达Sa2级,而电动东西的除锈才能能够到达Sa3级。假如钢外表上附着有很强的氧化铁垢,则东西的除锈效果将不抱负,并且无法到达防腐蚀结构所需的锚固深度。
