


联系我们

全自动钢筋笼成型机承接
更新时间:2025-02-13 08:14:41 浏览次数:9 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品品牌 | 河河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000MM长度40米 |
| 整机重量 | 4500KG |
| 安装尺寸 | 16*5M |
| 小车电机 | 3kw/5.5kw |
| 动力头电机 | 5.5kw/7.5kw(选配) |
| 调直电机 | 5.5kw/7.5kw(双筋) |




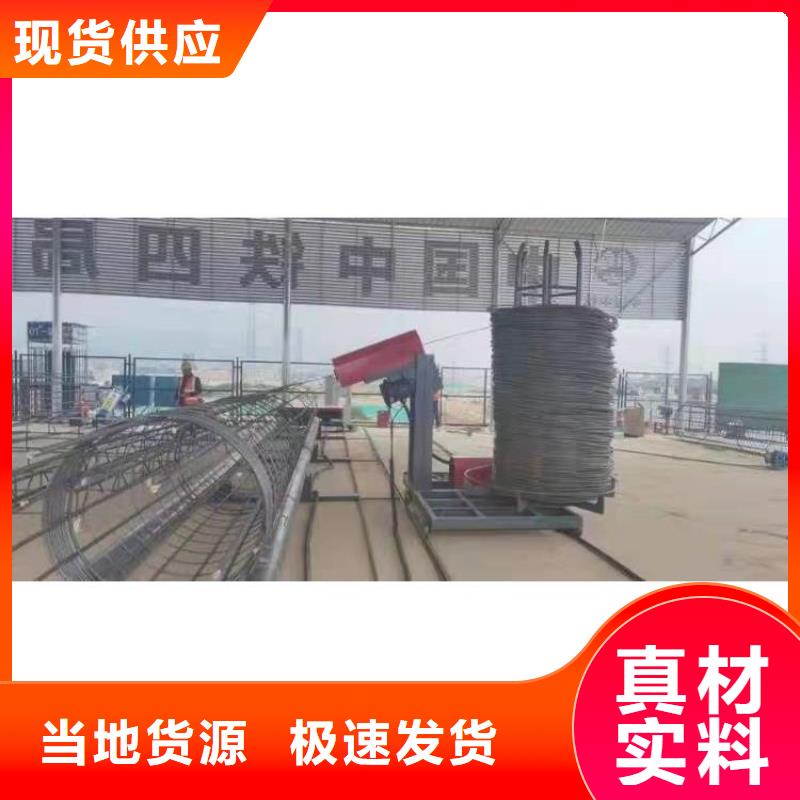


钢筋笼滚笼机钢筋笼绕筋机的出现,解决了传统钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,结束了钢筋笼一贯手工捆绑的历史,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备,可一次性加工30米以上,直径两米以上钢筋笼,广泛应用于高铁、高速等项目建设,钢筋笼绕筋机加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内,基本都是项目部免检产品。钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,郑重承诺绕筋机整机质保一年,不仅要把好的产品销售出去,还要给客户提供 质的售后服务, 时间为客户安装设备, 时间为客户解决问题。
建贸机械设备有限公司钢筋笼滚笼机 全自动钢筋笼绕筋机数控系统通电后的检查: (1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。 (2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。 (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。 (4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。 (5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。
 大同全自动钢筋笼成型机承接
建贸机械设备有限公司
大同全自动钢筋笼成型机承接
建贸机械设备有限公司
钢筋笼滚笼机、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。 钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从准备到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。
 jmc
73556
jmc
73556
钢筋笼绕筋机加工速度快:正常情况下备料及滚焊部分5人一班,分班作业,10个人就可以加工30多个12米长成品笼笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采是数控机械化作业,主筋、缠绕筋间距均匀,钢筋笼直一致,产品完全达到规范要求。在实际中工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使钢筋笼滚笼机机械加工后,监理对机械化加工钢筋笼基本实行了不用检查。
建贸机械设备有限公司若采用挂钩工艺则反向旋转,数控钢筋笼绕筋机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。钢筋笼滚笼机调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。钢筋笼绕筋机免费教学工程机械备齐一节钢筋笼所需箍筋按位置平放两胶辊上,数控钢筋笼绕筋机将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。