

联系我们

生产大口径弯管的供货商
更新时间:2025-02-07 18:54:20 浏览次数:11 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |





嘉兴生产大口径弯管的供货商
 航萧管件
我国全自动弯管机设计技术面临的问题
自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。
全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。
常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。
电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。
航萧管件
我国全自动弯管机设计技术面临的问题
自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。
全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。
常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。
电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。
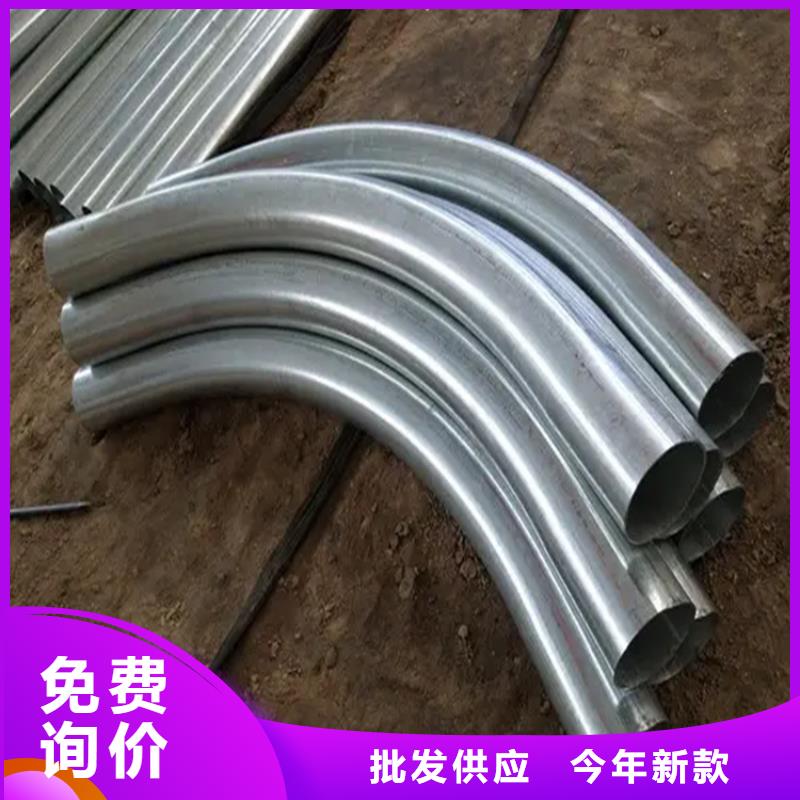
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 怎样对弯管加工方法进行更好的完善。目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。
怎样对弯管加工方法进行更好的完善
许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。
怎样对弯管加工方法进行更好的完善。目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。
怎样对弯管加工方法进行更好的完善
许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。

 弯头的分类你了解多少呢众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。
弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。
用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。
弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。
冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。
在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。
有两种生产方法:
一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。
另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。
根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。
弯管生产的技术要求:
需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。
弯头的分类你了解多少呢众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。
弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。
用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。
弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。
冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。
在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。
有两种生产方法:
一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。
另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。
根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。
弯管生产的技术要求:
需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。