

泰安拉弯加工快速下单
 航萧管件
对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。
对弯管加工工艺的选择有哪些差距
因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。
航萧管件
对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。
对弯管加工工艺的选择有哪些差距
因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。
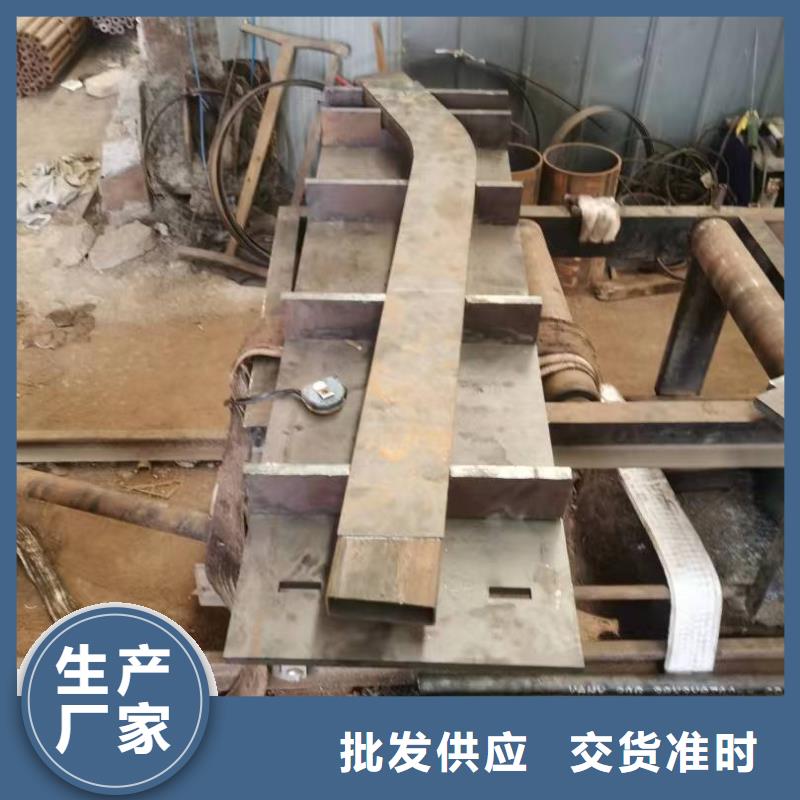
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法:
引起弯管质量下降的主要原因分析及注意方法:
1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。
2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。
3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。
4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法:
引起弯管质量下降的主要原因分析及注意方法:
1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。
2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。
3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。
4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。

 怎样掌握到数控弯管机生产加工技术性的必要性规定、如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。
怎样掌握到数控弯管机生产加工技术性的必要性规定
现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
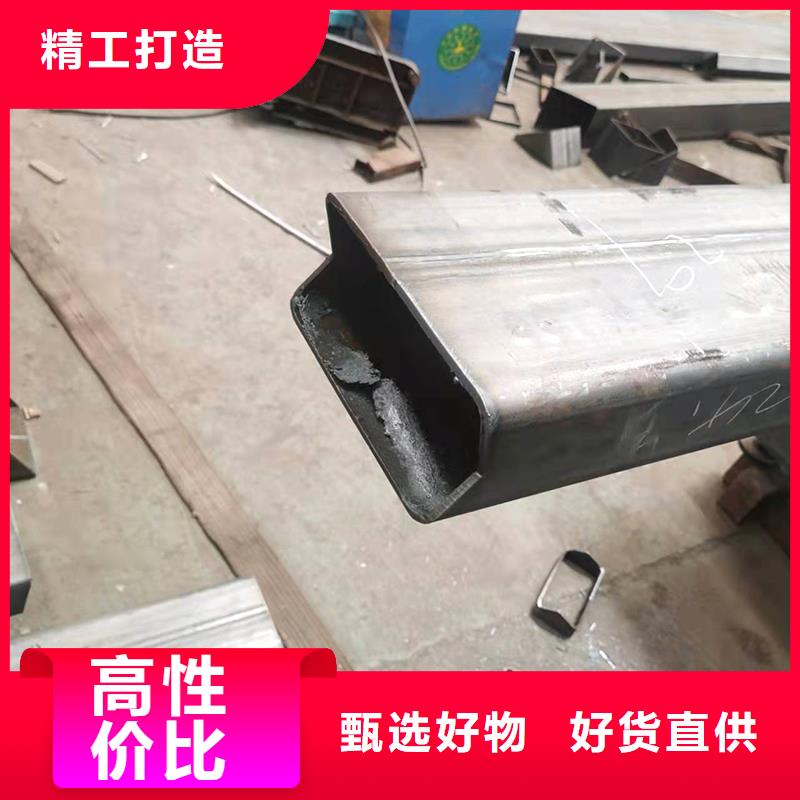
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
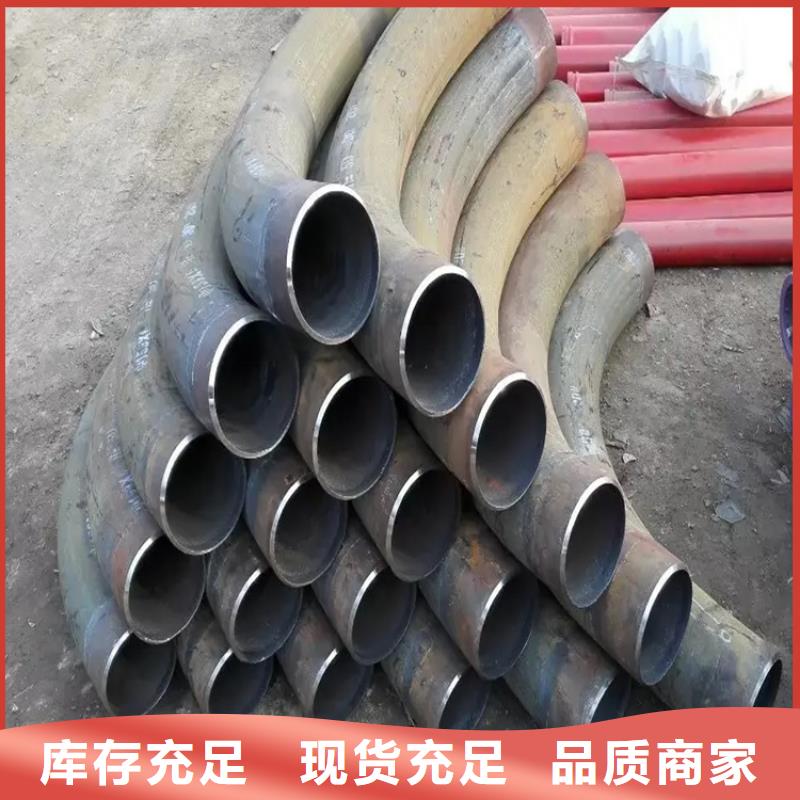
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
怎样掌握到数控弯管机生产加工技术性的必要性规定、如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。
怎样掌握到数控弯管机生产加工技术性的必要性规定
现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
