


更新时间:2025-02-07 22:56:09 浏览次数:9 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
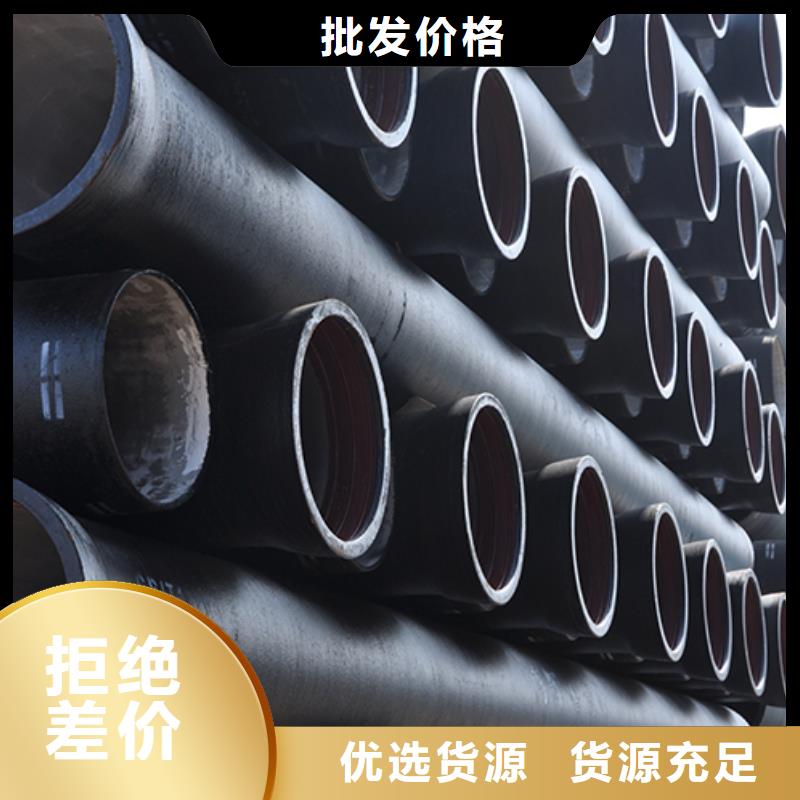
| 产品规格 | DN80-DN1400 |


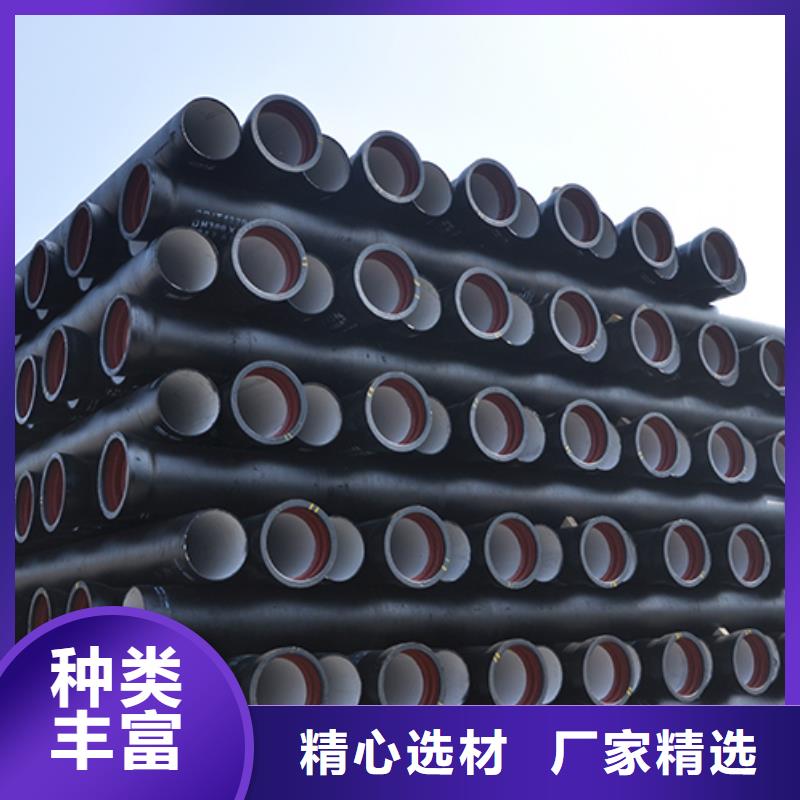





球墨铸铁管环氧树脂喷涂工艺:表面准备:保证喷涂之前管件的表面干净没有油污、润滑油和水分。喷涂前的表面必须至少符合ENISO8501-1规定的等级。抛丸后的管件和配件必须用合适的工具搬运以免弄脏表面。环氧树脂涂层终产品应:——颜色一致,除了允许的唛头——表面和光滑度一致,除了可以接受的修补——没有可看的见的缺陷(针孔、气泡、洲其或者漏点)由于修补或者暴晒而引起的轻微的表面颜色的变化是可以接受的。附着力:环氧树脂涂层的附着力必须平均值达到8pa,小值为6Mpa。涂层厚度:局部厚度小值必须大于200μm,小平均值必须等于或者大于250μm。压痕强度:在48小时后测量压痕深度不能大于开始时涂层厚度的30%。在24h和48h测量的压痕厚度必须小于在0h到24h之间测量的厚度,但不能大于开始厚度的5%。
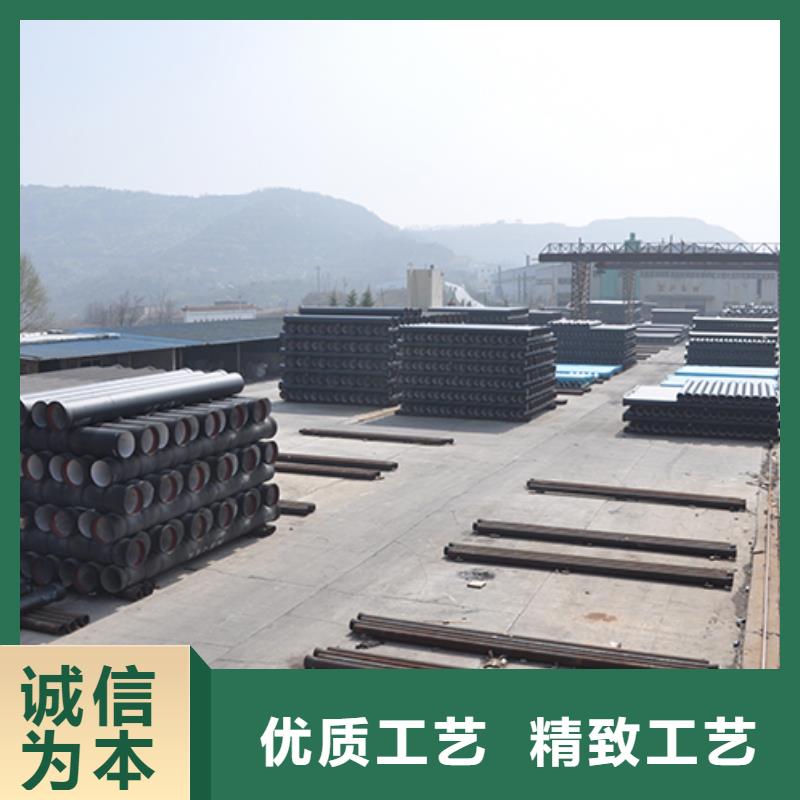
球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。
球墨铸铁管胶圈使用寿命的外部因素1、运输及储存:运输中处日晒、高温及在空气中储存过长会加快胶圈的老化。胶圈老化破损2、安装:应用拉力器等均匀拉入,而用铲车等强力推入易导致安装不到位或损坏,导致胶圈受压,损坏或受压不均部位会提前老化导致漏水(暗漏)。胶圈老化破损3、润滑剂的使用:普通材质胶圈不耐动植物油等,若采用植物油、洗涤剂等润滑,会加快胶圈的老化。涂刷润滑剂4、输水管道本身所含化学物:如余氯、金属离子等,在水力作用下会聚集在胶圈处,加速老化,同时也对水质造成影响;漏水有这些因素影响的胶圈,在日后运行中一旦遇到外荷载影响(如外压、地质沉降、震动),这种隐患就会转化为失效、泄露,大大降低了管道系统的使用寿命,而胶圈不具备更换的条件。好胶圈是好装难拔,差胶圈是难装好把,很容易顶翻。这可以说是简单的鉴别胶圈好坏的方法了。
以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。
球墨铸铁管