

联系我们

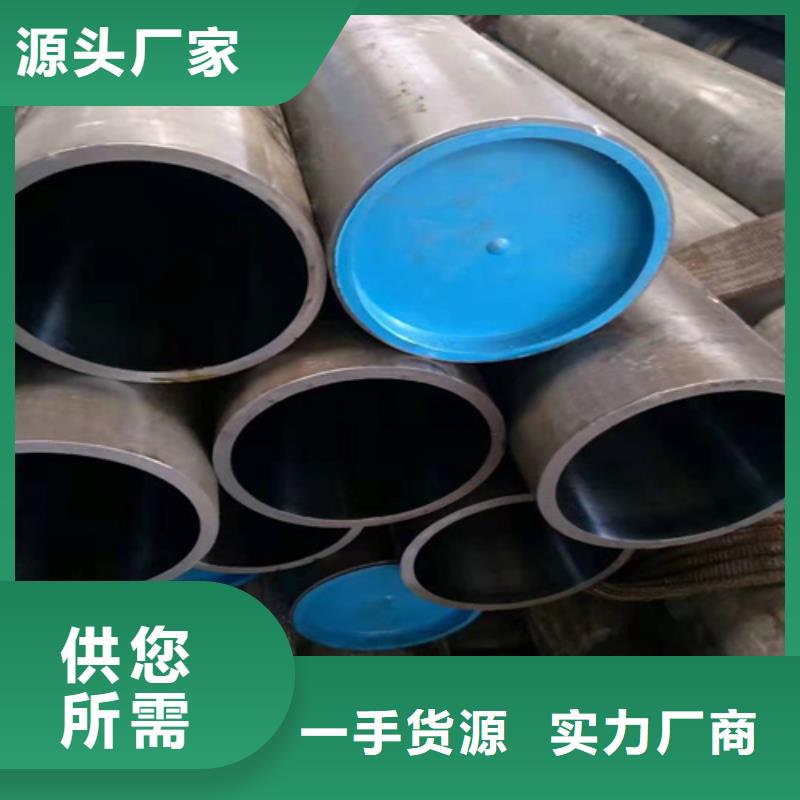
特薄壁绗磨管
更新时间:2025-03-13 17:59:50 浏览次数:2 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
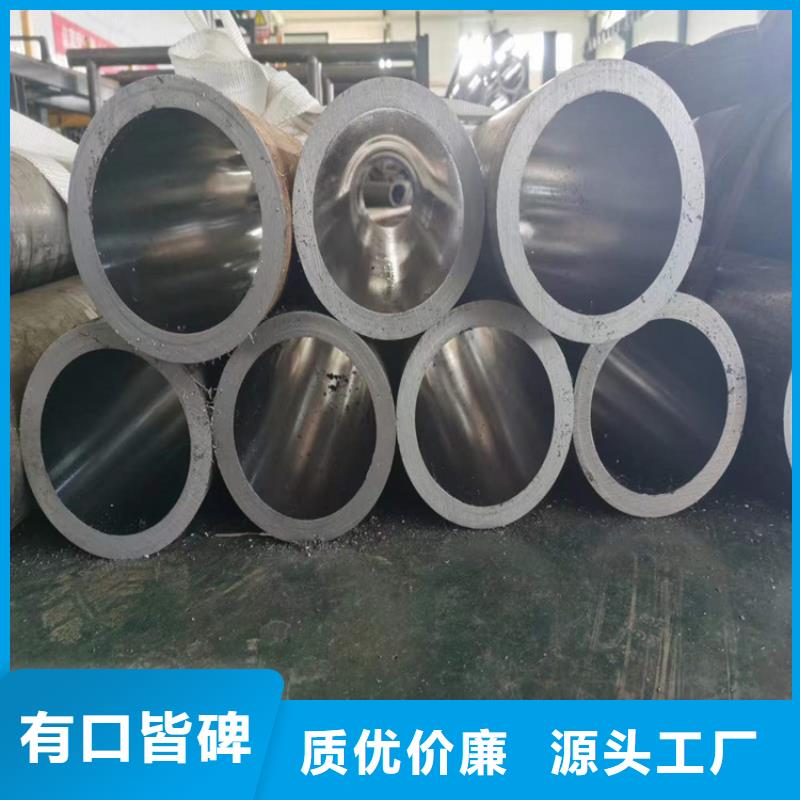

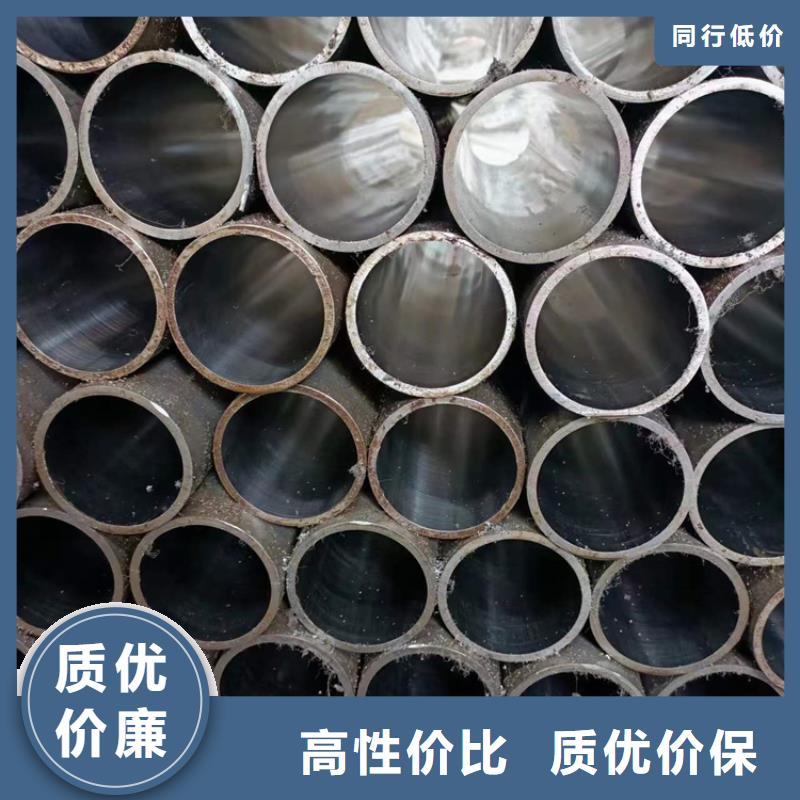





哈尔滨企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
哈尔滨企业旺旺珩磨管绗磨管油缸管27simn绗磨管生产厂所谓调质一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能即在保持较高的强度的同时又具有很好的塑性和韧性人们往往使用调制处理来达到这个目的所以人们习惯上就把这一类绗磨管称作调质钢山东大口径绗磨管市场出现回调行情 如果9月份的行情围绕需求复苏展开,那么10月份行情会回到供需博弈上。从需求来看,9月份终端需求普遍减少。一是房地产新开工面积连续2个月回落,新开工累计增速环比3个月回落,印证了今年下半年房地产调控从严的特点。二是制造业、汽车行业虽有改善,但也依旧疲软,今年前8个月,我国承接新船订单同比大幅下降,8月份制造业投资数年来首次出现负增长。三是基建虽有改善,但增长幅度有限,靠基建对冲需求下滑相对困难。
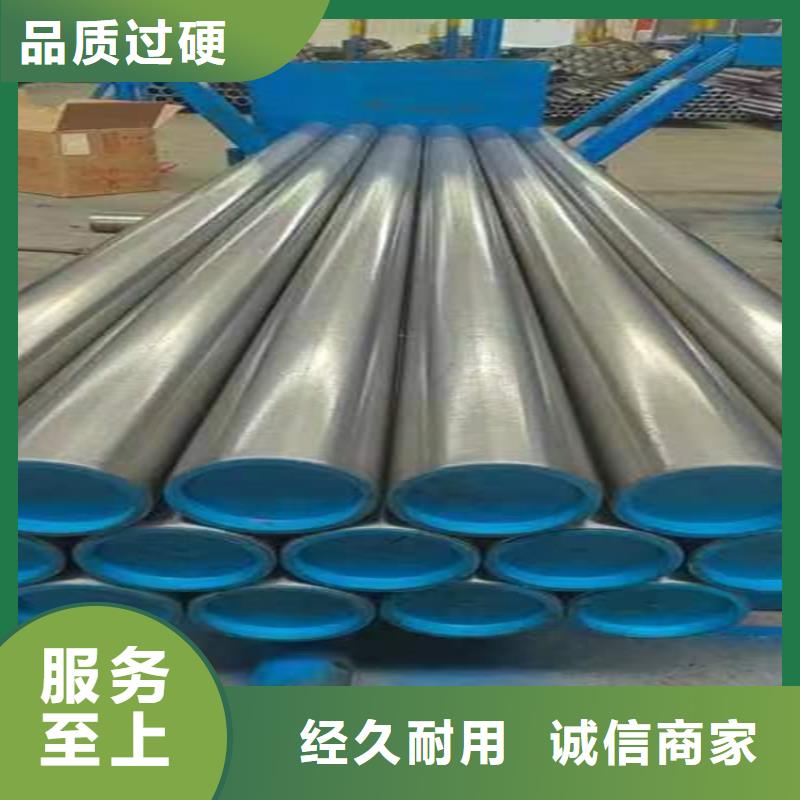
哈尔滨企业旺旺珩磨管绗磨管油缸管厚壁绗磨管修复内径表面缺陷方法有哪些呢1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高厚壁绗磨管的成材率。3.热轧管内孔缺陷清理质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺大口径绗磨管如何提高光洁度 珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。
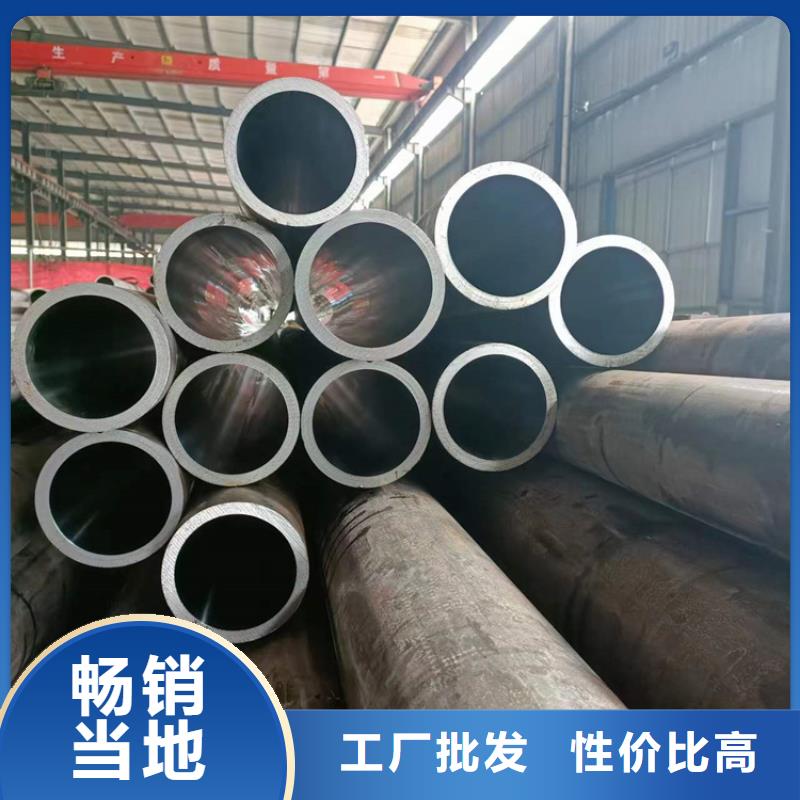
哈尔滨企业旺旺珩磨管绗磨管油缸管哈尔滨企业旺旺珩磨管绗磨管油缸管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。45#绗磨管表面热处理具体定义 ,