


别再错过任何细节!花费一分钟观看螺旋管,薄壁钢管专业生产团队产品视频,让您的购买决策更加明智。
以下是:螺旋管,薄壁钢管专业生产团队的图文介绍


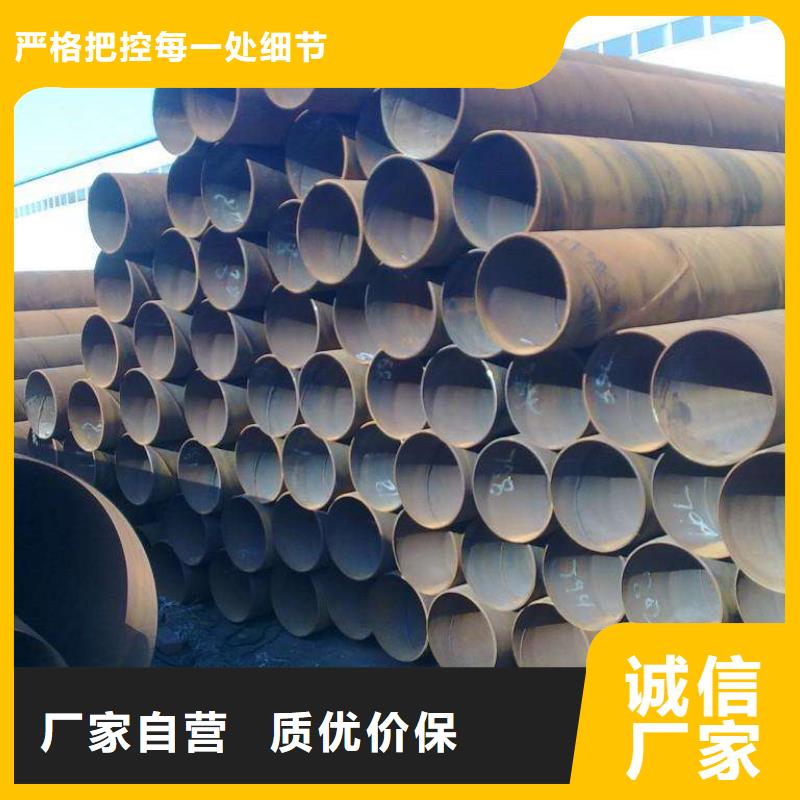
螺旋管的常温和高温强度以及可塑性和韧性有很高的要求
对螺旋钢管的常温和高温强度以及可塑性和韧性有很高的要求。 大直径螺旋钢管主要由热控制单元生产。 为了满足机械性能要求,通常采用热轧后的离线正火工艺。 路线。 为了充分利用热膨胀工艺的优点,提高生产效率,减少螺旋钢管的生产工艺,缩短生产周期,节约能源。
为了防止螺旋钢管生锈,首先要确保其表面和环境清洁,否则容易被腐蚀和发生化学反应。 除垢时,我们还可以使用酸洗除锈。 通常,许多工人使用化学和电解方法去除铁锈。 但是,如果使用化学反应除锈,则工人应在清洁前穿戴防护装备,以保护、黑龙江绥化身体免受化学元素的侵害。 但是,许多地方不支持使用化学酸来清洁螺旋管,因为尽管化学酸洗具有良好的除锈效果,但化学酸会影响环境,甚至影响土壤质量。



聚力群达金属材料有限公司深入了解您的每一个需求,为您提供适合全套的 黑龙江绥化不锈钢管方案设计,致力于您的 黑龙江绥化不锈钢管使用感受。



螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、黑龙江绥化附近剪边、黑龙江绥化同城刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。



螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。

