





产品视频展示,助您洞悉直缝管工业焊管厂家直销省心省钱产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
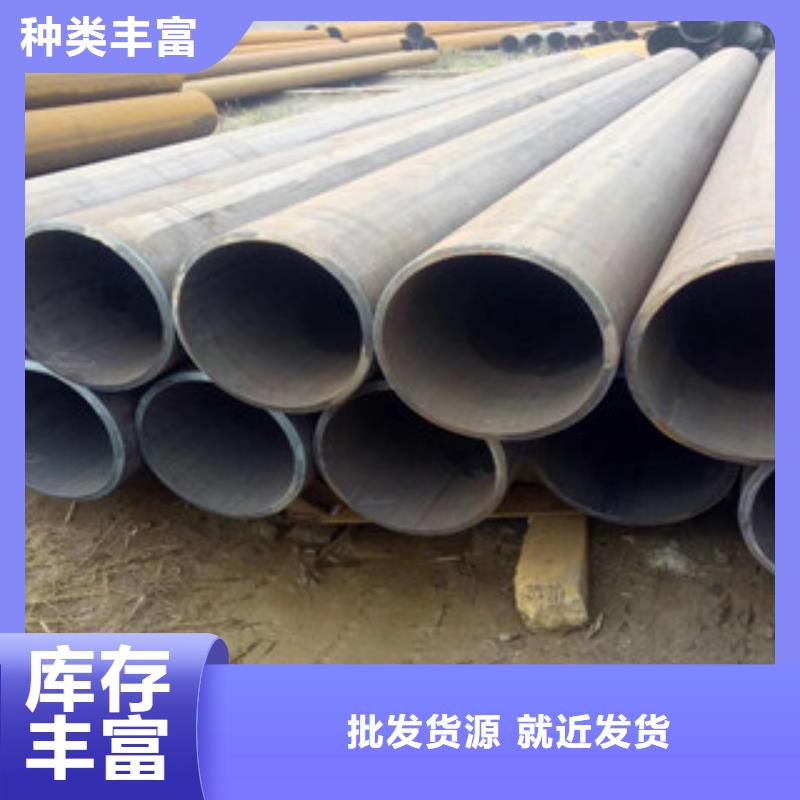
以下是:直缝管工业焊管厂家直销省心省钱的图文介绍

经营理念:科学管理—— 内蒙古阿拉善TPEP防腐钢管质优价廉开拓市场
诚信务实——携手共赢创造 内蒙古阿拉善TPEP防腐钢管未来
只因有您的大力支持,钢兴钢管
有限公司才有今天的蓬勃发展,我们期待于您合作,为您提供的服务,共创美好未来。



焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



几个常用行业焊接钢管品种结构调整
我国焊接钢管主要由直缝高频焊管、直缝埋弧焊管和螺旋缝埋弧焊管三大类组成。近年来,我国焊接钢管在品种结构调整方面虽取得了重大进展,但市场需求的拓宽挖掘潜力仍然很大。汽车用管:我国汽车用管正在向薄壁、小直径方向发展。国外原来使用冷拔、冷轧精密无缝钢管,现在均改用冷拔HFW精密焊管。我国中高级轿车的制动器、排气管、油管及润滑管使用的是国产镀锌涂塑双层卷焊管(PVF管)。船舶用管:船舶用管的趋势是向轻量化方向发展,HFW焊管的使用比例在逐渐上升。例如,舱底水管、压载管、疏排水管、生活污水管、注入生活用水管、消防用输水管以及扫船、洒水、输气、输油、输送蒸汽、液位遥测、阀门遥控等用管。据有关资料介绍,大型油轮(如30万t级)所用焊管总长度达数十千米。主要使用直缝埋弧焊管和高频直缝焊管。海洋工程用管:除了常规系列、专用系列外,许多海洋工程大量采用大直径焊管。如导管架、直升飞机平台、火炬塔架等,其材质为E36-Z35、D36-Z35、E36、D36,其执行标准为GB712-2000《船体用结构钢》,钢管制造按石油工业标准化技术委员会(CPSC)制定的SY/T1002-2000《结构钢管制造规范》。我国目前往往由建设企业自行采购钢板后制造此类焊管。化工用管:化工领域大量使用碳素钢钢管,年用量可达80万t左右,主要用于输水、输气以及输送某些化工原料(例如卤水等。输送化工原料的钢管必须具有抗硫化氢开裂的性能,使用的焊管有HFW焊管和JCOE焊管等。
我国焊接钢管主要由直缝高频焊管、直缝埋弧焊管和螺旋缝埋弧焊管三大类组成。近年来,我国焊接钢管在品种结构调整方面虽取得了重大进展,但市场需求的拓宽挖掘潜力仍然很大。汽车用管:我国汽车用管正在向薄壁、小直径方向发展。国外原来使用冷拔、冷轧精密无缝钢管,现在均改用冷拔HFW精密焊管。我国中高级轿车的制动器、排气管、油管及润滑管使用的是国产镀锌涂塑双层卷焊管(PVF管)。船舶用管:船舶用管的趋势是向轻量化方向发展,HFW焊管的使用比例在逐渐上升。例如,舱底水管、压载管、疏排水管、生活污水管、注入生活用水管、消防用输水管以及扫船、洒水、输气、输油、输送蒸汽、液位遥测、阀门遥控等用管。据有关资料介绍,大型油轮(如30万t级)所用焊管总长度达数十千米。主要使用直缝埋弧焊管和高频直缝焊管。海洋工程用管:除了常规系列、专用系列外,许多海洋工程大量采用大直径焊管。如导管架、直升飞机平台、火炬塔架等,其材质为E36-Z35、D36-Z35、E36、D36,其执行标准为GB712-2000《船体用结构钢》,钢管制造按石油工业标准化技术委员会(CPSC)制定的SY/T1002-2000《结构钢管制造规范》。我国目前往往由建设企业自行采购钢板后制造此类焊管。化工用管:化工领域大量使用碳素钢钢管,年用量可达80万t左右,主要用于输水、输气以及输送某些化工原料(例如卤水等。输送化工原料的钢管必须具有抗硫化氢开裂的性能,使用的焊管有HFW焊管和JCOE焊管等。



直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
