

联系我们

当前位置:
沧州 钢兴钢管
有限公司 >
沈阳本地产品动态
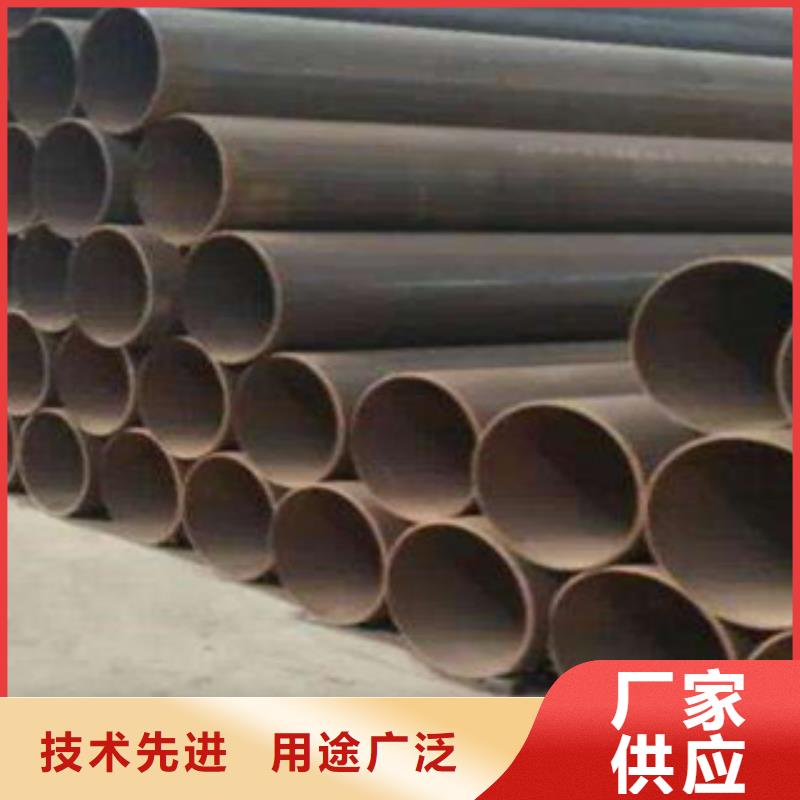
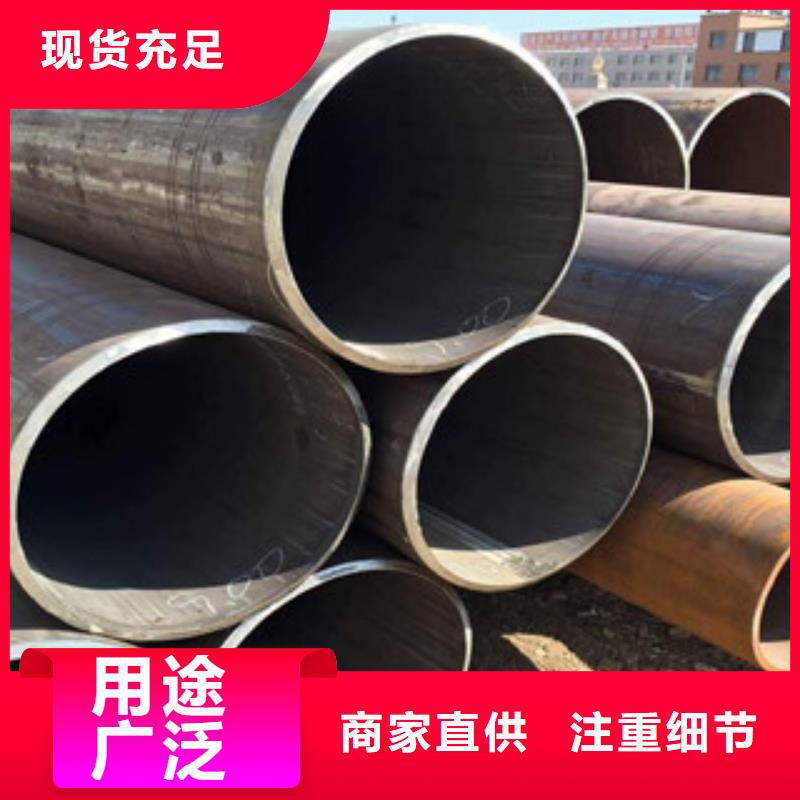
直缝管无缝钢管定制定做
更新时间:2025-03-14 01:43:13 浏览次数:13 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管无缝钢管定制定做的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 273 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管无缝钢管定制定做的图文视频




直缝管无缝钢管定制定做,钢兴钢管
有限公司为您提供直缝管无缝钢管定制定做,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,发货地:沧州风化店乡后枣园工业区发货到辽宁省 沈阳市 沈河区、大东区、皇姑区、铁西区、苏家屯区、东陵区、沈北新区、于洪区、辽中区、康平县、法库县、新民市。 辽宁省,沈阳市 沈阳市,古称盛京、奉天,辽宁省辖地级市、省会、副省级市、特大城市、沈阳都市圈核心城市,国务院批复确定的中国东北地区的中心城市、中国重要的工业基地和先进装备制造业基地。截至2022年,全市下辖10个区、2个县,代管1个县级市,总面积12860平方千米,年末全市常住人口914.7万。2022年,沈阳实现地区生产总值7695.8亿元,同比增长3.5%。
为了给您提供更的直缝管无缝钢管定制定做产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:直缝管无缝钢管定制定做的图文介绍
钢兴钢管 有限公司投入大量资源拓展研发团队,实现 辽宁沈阳TPEP防腐钢管从研发到生产,以及 辽宁沈阳TPEP防腐钢管的服务。我们提供各种创新,高质量,具有成本效益的可持续 辽宁沈阳TPEP防腐钢管产品以及服务,以满足不同地区不同场景的特定需求。




焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



直缝焊管阶段成型法:阶段成型法是纵向由一系列成对孔型辊组成的成型法。它还可以按管坯横向成型特点分类和按管坯纵向成型特点分类。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。


JCOE成型的优势
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。



在辽宁省沈阳市采购直缝管无缝钢管定制定做请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区)。