





排水管道装置前,有必要铲除内部尘垢和杂物,装置中断或完毕的敞口处,应暂时关闭。查看口和清扫口的设置,查看口高度由地上至查看口中心为 Im答应偏差土20mm查看口朝向检修门。污水管的清扫口与管道相笔直的墙面间隔,不得小于200mm若污水管起点设置堵头替代清扫口,与墙面间隔不得小于400mm.球墨铸铁管件主要用于做什么 以往铸铁管腐蚀漏水基本是手艺铸造管材自身的缺点所造成的,目前全球 经历超过百年使用寿命实践工程查验的排水管材只有铸铁管。排水管道的横管与横管、横管与立管的衔接,应选用45°弯头和 45°斜三通。立管与排立管端部的衔接,宜选用两个45"弯头或弯曲半径不小于4倍管径的90°弯头。
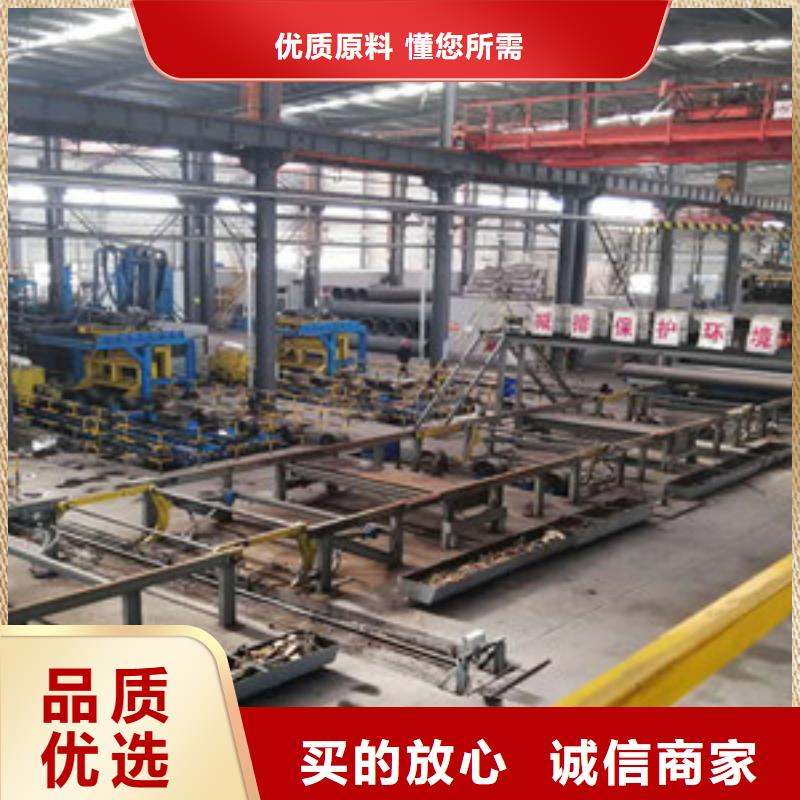
球墨铸铁管减少夹渣缺陷 为了降低铁水中的硫含量,减少硫化物的产生,应控制w (s) < 0.02%;浇注温度应适当提高,以方便夹渣的漂浮;球化剂中稀土含量不宜过高,稀土含量控制在1 ~ 2%;加强清渣留渣效果;铁液中残留镁的流速不宜过高(控制在0.035-0.045%),以降低铁液的表面氧化。球墨铸铁管具有更高的抗内力和抗外界压力,更好的耐腐蚀和耐磨性能。同时具有施工方便、界面密封性能好、运行系数高的优点。近年来,在铸铁材料市场上发展迅速。球墨铸铁管机应防止铁液因溜槽振动溅起,插座处的砂芯应妥善放置,避免毛刺。为控制铁水成分,降低铁水硅含量,加入球化剂后w (SI)含量应控制在0.8-1.2%。所述圆弧型喷雾冷却管均匀布置在离心机壳体内,并分段设置,以避免各分段冷却水的相互影响优化工艺参数,减少管体的厚重蒙皮.控制原料添加量,

挤压工模具的材质应能承受工作时在高压下温度的急剧变化,周期性的加热到高温,随后又快速地冷却和负荷冲击性下降的工况条件。
我们采用糙率系数n对不同管道的水力学性能进行对比分析。在过流量、管道坡度一定的情况下,糙率系数n越大,相应的管道直径也越大。不同类型管道的糙率系数见下表。球墨铸铁管价格往往由于工模具的结构考虑得不够周密,以及全套工模具装配不当,导致工模具过早损坏,从而将大大增加产品的成本。尤其是挤压不锈钢和高镍合金的管材和型材时,无论是温度制度方面,还是在坯料形变时的应力承受方面,挤压工模具的工况条件都是其严酷的,具体来说(1)挤压工模具不同的工况条件对其材质、热处理以及结构形状都提出了不同的要求。
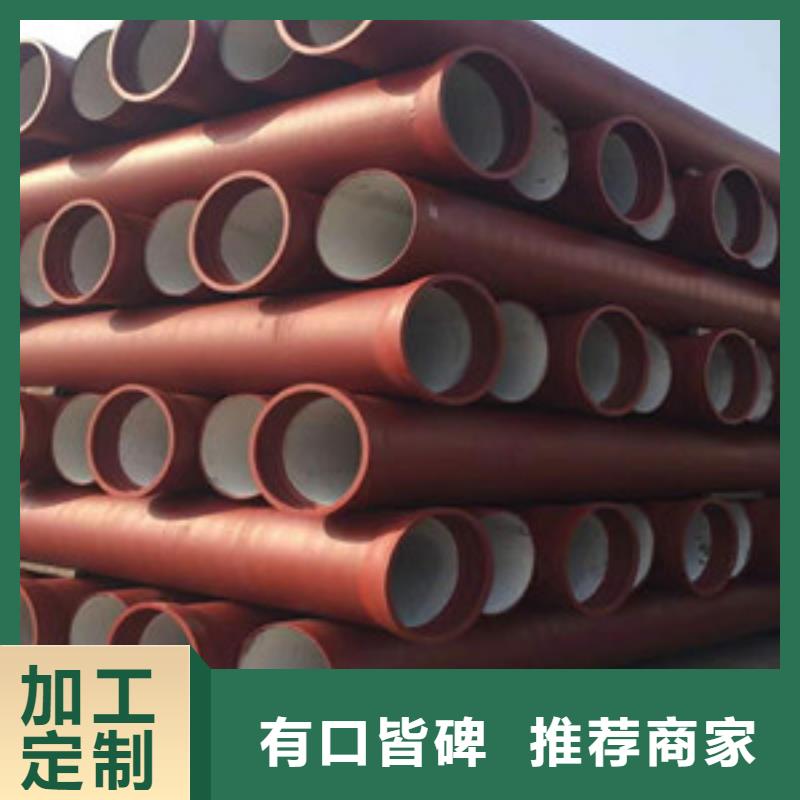
稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。