



云海旭金属材料有限公司
贺州防撞护栏-防撞护栏出货快
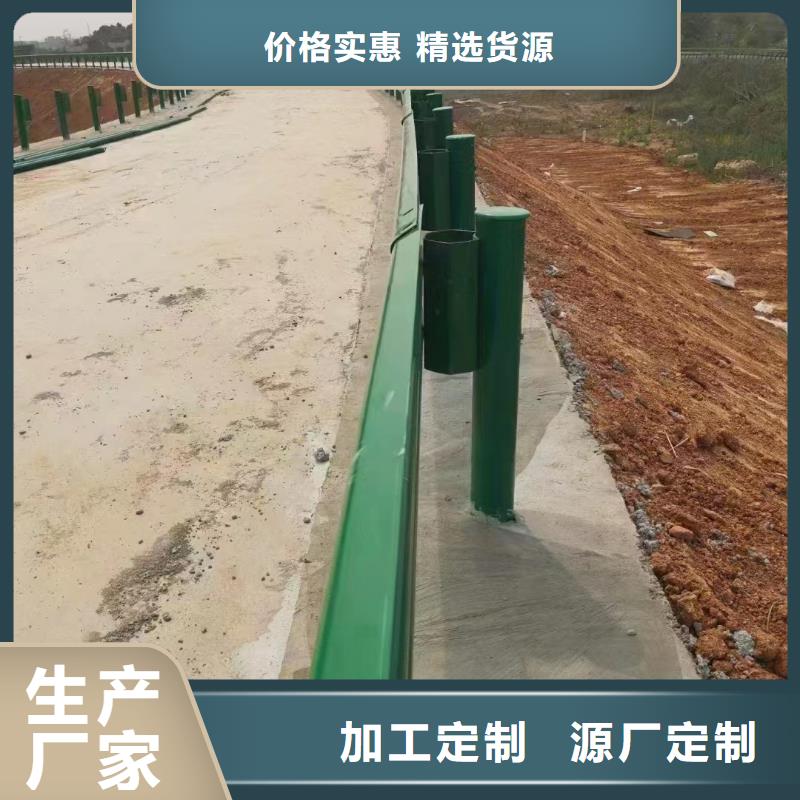
护栏是道路设施的重要组成部分.也是高速公路的主要耗钢部分。高速公路护栏又叫“波形梁护栏”“波纹板”等,是典型的冷弯型钢产品,也是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。
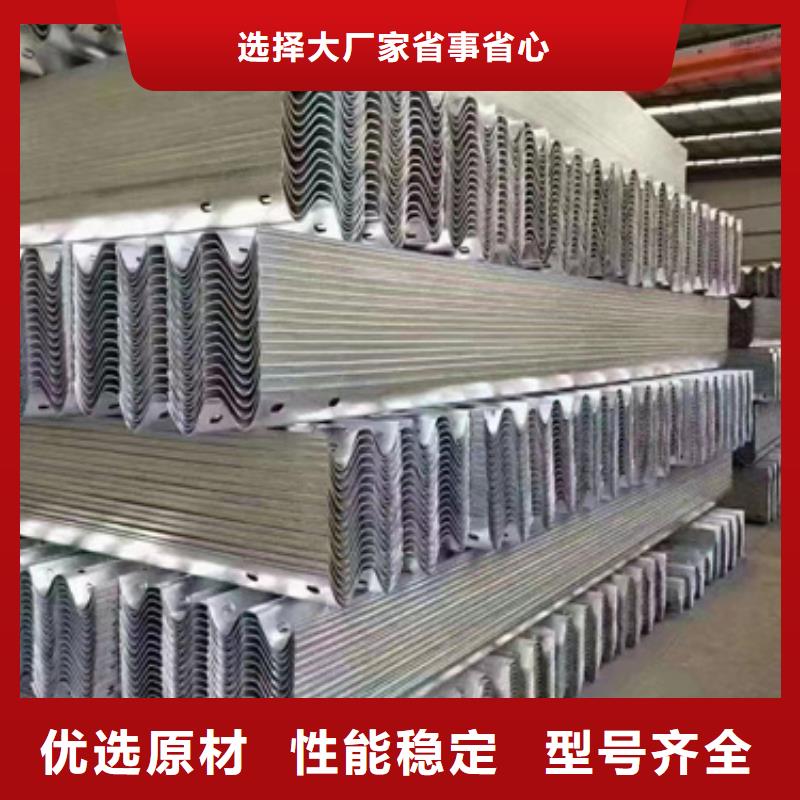
是高速公路重要和保障设施。高速公路护栏包括护栏板和立柱,立柱间距一般为2米或4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板,立柱间距为4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。
的立柱可能采用预埋形式,也可能是带底盘的立柱,的规格。根据钢结构冷弯型钢分会对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量(按护栏板+立柱用铜计算)约为90吨~100吨左右。依据公路行业规划目标和公路行业的运输需求情况(旅客运输需求量和货物运输需求量),后两年,高速公路护栏用钢预计为170万吨。
高品质公路护栏护栏用钢待公路护栏作为高速公路的重要设施,其选材和结构设计直接影响到它所能够提供的保障程度。护栏的主要功能是防止车辆越出路外或穿越分隔带,从而降低事故发生的严重性,这就要求护栏具有足够的力学强度来抵挡车辆的碰撞,同时又能保护人员免受伤害。
爱护一切设施和用具,做到正确使用不随便拆改。进入施工现场戴好个人防护用品并正确使用,严格遵守操作规程和一切规章制度。施工现场材料应堆放整齐,对每天施工剩下的边角料进行整理、清扫,做到工完料净场地清。
对施工区域、危险区域设立醒目的警示标志,并采取保护措施。焊接时要设有专人看护,备好消防器材,焊接结束即刻查看现场,确定无隐患后,方可撤离现场。施工现场严禁随地大,严禁乱堆乱倒。采取各种有效措施,降低施工过程中产生的噪音,努力做到施工不扰民。
就外观的整体装修效果来说,厚实而纯美的石雕阳台护栏则为大气。总之,不管是何种阳台材质所设计的阳台护栏,都必须是带有一定的美观性的,在其视觉效果上,能够与阳台的装修风格相得益彰,而非格格不入。阳台护栏安装规范之设计尺寸阳台护栏是阳台上面的防线,不仅仅要考虑到其材质的本身性能,还需要考虑其设计的尺寸。
首先,针对阳台护栏的高度,是有规范的尺寸要求的。对于临空高度在24米以下的阳台(中低层阳台),其护栏净高需要达到05米;对于临空高度在24米或则更高的时候(中高层阳台),其阳台护栏净高需要达到10米。其次,阳台护栏的间距也是很有讲究的。
 应保证铁艺立柱全部座落在钢板上,并且四周能够焊接。安装立柱焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。
然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用铁艺焊条进行焊接。诚信不锈钢铁艺部提醒:焊接前,必须将沿焊缝每边30~50mm范护内的油污、毛刺、锈斑等干净。
打磨抛光全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,重庆不锈钢栏杆施工人员提醒,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。以上六点就是通常铁艺护栏的安装流程,具体问题具体分析,可能稍微有点不同,但是总体上都是一致的,总之就是要安装的很到位,很,确保N年内不出现任何问题,这才是我们所希望的完美无暇的铁艺护栏安装工程。
铁艺护栏施工方案编制依据:铁艺护栏施工图建筑工程验收规范GB52002工程概况:本工程包括铁艺护栏制作,安装,油漆。铁艺护栏要求铁艺施工安排在施工前由负责人对各项施工负责人进行施工方案交底,并由人员施工队长编写交底,对施工人员进行培训及现场作业指导。
应保证铁艺立柱全部座落在钢板上,并且四周能够焊接。安装立柱焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。
然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用铁艺焊条进行焊接。诚信不锈钢铁艺部提醒:焊接前,必须将沿焊缝每边30~50mm范护内的油污、毛刺、锈斑等干净。
打磨抛光全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,重庆不锈钢栏杆施工人员提醒,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。以上六点就是通常铁艺护栏的安装流程,具体问题具体分析,可能稍微有点不同,但是总体上都是一致的,总之就是要安装的很到位,很,确保N年内不出现任何问题,这才是我们所希望的完美无暇的铁艺护栏安装工程。
铁艺护栏施工方案编制依据:铁艺护栏施工图建筑工程验收规范GB52002工程概况:本工程包括铁艺护栏制作,安装,油漆。铁艺护栏要求铁艺施工安排在施工前由负责人对各项施工负责人进行施工方案交底,并由人员施工队长编写交底,对施工人员进行培训及现场作业指导。

 铁艺护栏安装按所提供的标准线抄水平定位安装,预埋间距根据现场尺寸及图纸设计要求,安装定位。安装偏差必须符合 规定和设计要求,达到验收标准。预埋件、铁艺护栏安装必须牢固,安装偏差根据 规定和设计要求:直线度3mm,垂直度3mm,栏杆间距误差3mm,对角线误差3mm,预埋件垂直误差3mm,水平误差3mm。
预埋件安装定位准确无误经验收后刷两道防锈漆,再进行铁艺栏杆安装。质量保证措施材料要求,所有材料及成品进场,必须有材质单,合格证。施工人员上岗前,根据其不同工作岗位,进行与文明施工的教育。
在施工过程中由人员进行检查,及时纠正施工现场操作等问题。提出质量整及质量问题更改措施,保证工程质量达到设计要求及验收规范。严格执行工程质量标准,材料的品种、规格、型 、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。
做到美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。、环保、文明施工施工人员必须严格执行现场生产规章制度。施工人员进入现场要戴好帽、带、焊接人员必须穿好绝缘鞋。施工前必须进行交底不作业,服从人员指挥。
铁艺护栏安装按所提供的标准线抄水平定位安装,预埋间距根据现场尺寸及图纸设计要求,安装定位。安装偏差必须符合 规定和设计要求,达到验收标准。预埋件、铁艺护栏安装必须牢固,安装偏差根据 规定和设计要求:直线度3mm,垂直度3mm,栏杆间距误差3mm,对角线误差3mm,预埋件垂直误差3mm,水平误差3mm。
预埋件安装定位准确无误经验收后刷两道防锈漆,再进行铁艺栏杆安装。质量保证措施材料要求,所有材料及成品进场,必须有材质单,合格证。施工人员上岗前,根据其不同工作岗位,进行与文明施工的教育。
在施工过程中由人员进行检查,及时纠正施工现场操作等问题。提出质量整及质量问题更改措施,保证工程质量达到设计要求及验收规范。严格执行工程质量标准,材料的品种、规格、型 、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。
做到美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。、环保、文明施工施工人员必须严格执行现场生产规章制度。施工人员进入现场要戴好帽、带、焊接人员必须穿好绝缘鞋。施工前必须进行交底不作业,服从人员指挥。

 对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。
不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。
对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。
不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。
