

别再错过任何细节!花费一分钟观看C型钢工字钢厂家直销放心产品视频,让您的购买决策更加明智。
以下是:C型钢工字钢厂家直销放心的图文介绍


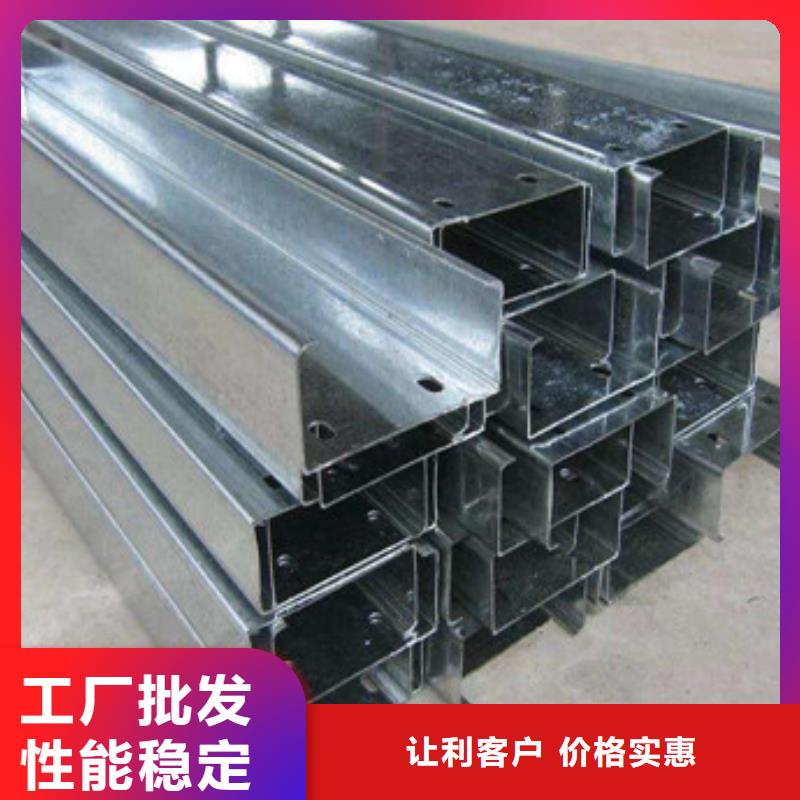
通常C型钢表面粘附的油脂较少.炉焊管是在髙温下成型,在精整工序中可能与油脂接触,但这是可以避免的,通常是不设脱脂工序。电焊管与油脂接触的机会多,表面常黏附袖脂,如不设脱脂工序,将会在酸洗时带来困难,甚至将酸洗液污染。总之是否采用脱脂,要根据原料C型钢的表面具体情况而确定。
如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能C型钢产品具有均匀的壁厚和复杂的界面形状。
用户不同,对于C型钢壁的厚度要求也是不同的,有的会比较后,有些却是非常的薄。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。 今后,C型钢厂家无论从产品开发还是工艺装备改造,都要坚持绿色化的理念。在创新过程中,要以市场需求为导向,以企业为主体,产学研用协同创新、形成完整的创新产业链。具体来讲,要从以下三方面入手:
一、明确主攻方向,提炼出关键核心技术
在创新过程中,要坚持问题导向,真正认识到问题是创新的原点。创新研究的原点是实践中的问题、市场的需求。要能提出问题,关键是要有技术敏感性;要给问题找到答案,关键是要充分调动现代技术手段。通过生产实践、市场需求和学科前沿等发现问题,通过基础理论研究,多学科交叉进行工艺开发和装备研制,创新开发出前沿技术。
如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能C型钢产品具有均匀的壁厚和复杂的界面形状。
用户不同,对于C型钢壁的厚度要求也是不同的,有的会比较后,有些却是非常的薄。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。 今后,C型钢厂家无论从产品开发还是工艺装备改造,都要坚持绿色化的理念。在创新过程中,要以市场需求为导向,以企业为主体,产学研用协同创新、形成完整的创新产业链。具体来讲,要从以下三方面入手:
一、明确主攻方向,提炼出关键核心技术
在创新过程中,要坚持问题导向,真正认识到问题是创新的原点。创新研究的原点是实践中的问题、市场的需求。要能提出问题,关键是要有技术敏感性;要给问题找到答案,关键是要充分调动现代技术手段。通过生产实践、市场需求和学科前沿等发现问题,通过基础理论研究,多学科交叉进行工艺开发和装备研制,创新开发出前沿技术。



国耀宏业钢铁有限公司主营产品 广西百色镀锌钢板,公司凭着良好的信誉和优质的服务赢得广大客户的支持。经过全体员工的努力,现公司提供更优质,、的服务给广大的同行,厂家和商家;并具备一批专业的、年轻的骨干队伍,我公司本着以客户为主,诚信di yi的服务宗旨。公司成立以来,始终坚持“思路决定出路,人品铸就产品”的经营理念,连续多年被评为“文明企业”、“重点骨干企业”、“质量达标企业”、“重合同,守信用”企业,客户赠于“这里信得过”称誉。



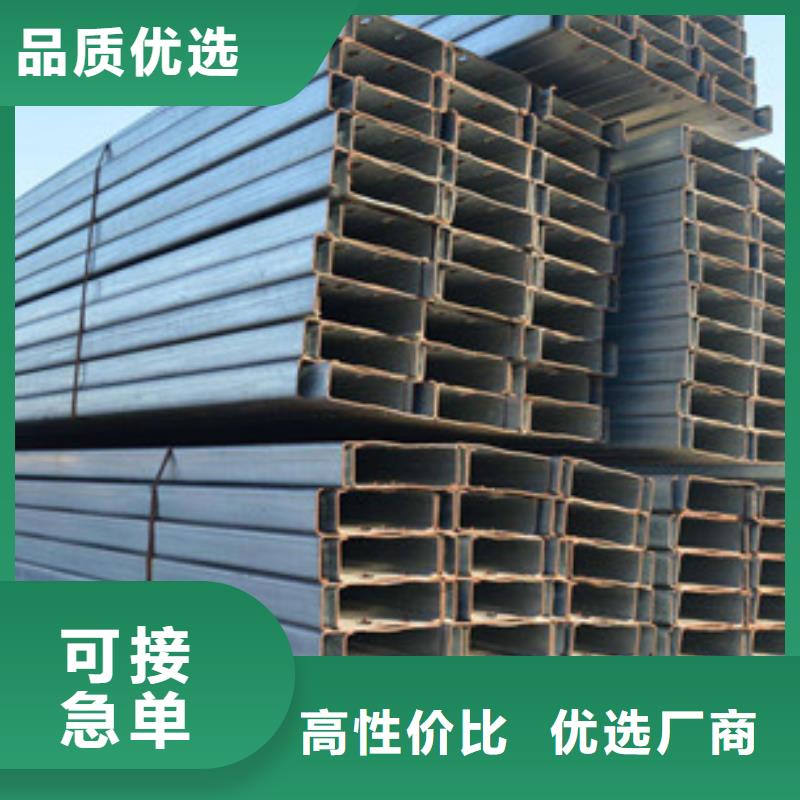
C型钢用于建筑结构可比热轧型钢节约金属38-50%,用于农业机械和车辆可节约金属15-60%。方便施工,降低综合费用。2.C型钢的品种是比较繁多的,在运行时可以生产用一般的热轧方法难以生产的壁厚均匀、截面形状复杂的C型钢各种型材和各种不同材质的C型钢。
产品表面光洁,外观好,尺寸,而且长度也可以根据需要灵活,全部按定尺或倍尺供应,材料的利用率。C型钢在一定程度上主要是指用钢板或者是带钢在冷状态下弯曲成的各种断面形状的成品钢材,C型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。
C型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种特薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度。
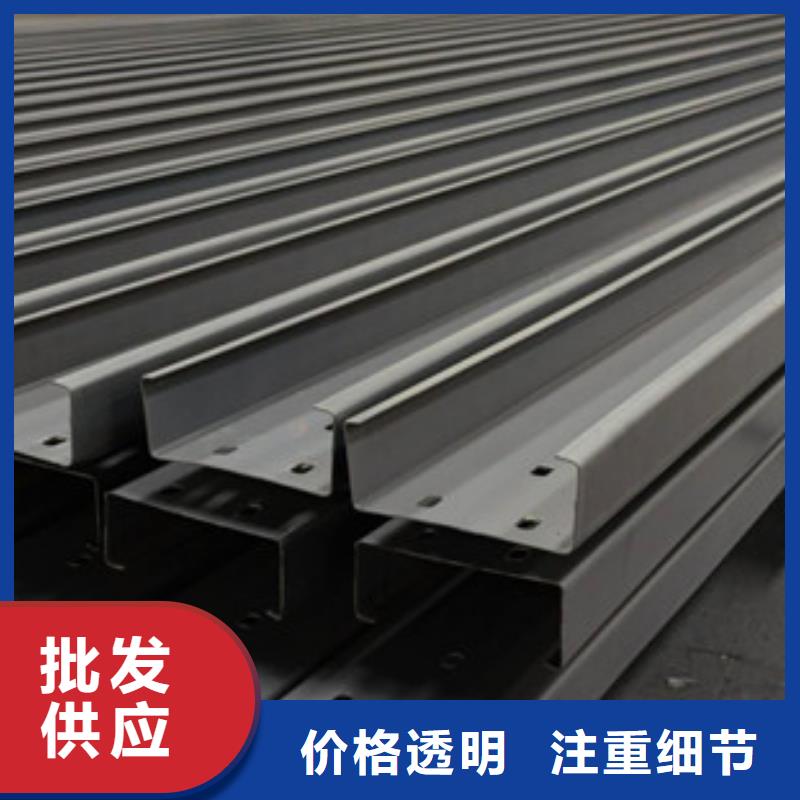
C型钢机是专门用于生产C型钢的一种机械设备,它能够帮助生产C型钢工厂的工作人员可快速的生产合格的C型钢,大幅度的工作效率,不过在C型钢机设备使用前,应检查所有连接件、螺栓和螺母是否安装严密,否则应将润滑油放入足够的润滑油中,启动机器启动调试,先运行怠速仔细观察,有无振动,噪音,是否油窗到。
C型钢在一定程度上是众多钢材品种中的一种,在运行时一定宽度的带钢,在常温条件下有效的经过一组纵向排列的轧辊,逐步变形,达到符合使用要求的形状尺寸,再经确定尺寸剪切成相应的长度。油,无论零件运动协调,安装时都是正确的,模具安装时,必须切断电源,用手或大齿轮移动电机皮带,使工作台倒置,使滑块升到点,在工件之间支撑一个物体。
产品表面光洁,外观好,尺寸,而且长度也可以根据需要灵活,全部按定尺或倍尺供应,材料的利用率。C型钢在一定程度上主要是指用钢板或者是带钢在冷状态下弯曲成的各种断面形状的成品钢材,C型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。
C型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种特薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度。
C型钢机是专门用于生产C型钢的一种机械设备,它能够帮助生产C型钢工厂的工作人员可快速的生产合格的C型钢,大幅度的工作效率,不过在C型钢机设备使用前,应检查所有连接件、螺栓和螺母是否安装严密,否则应将润滑油放入足够的润滑油中,启动机器启动调试,先运行怠速仔细观察,有无振动,噪音,是否油窗到。
C型钢在一定程度上是众多钢材品种中的一种,在运行时一定宽度的带钢,在常温条件下有效的经过一组纵向排列的轧辊,逐步变形,达到符合使用要求的形状尺寸,再经确定尺寸剪切成相应的长度。油,无论零件运动协调,安装时都是正确的,模具安装时,必须切断电源,用手或大齿轮移动电机皮带,使工作台倒置,使滑块升到点,在工件之间支撑一个物体。



1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
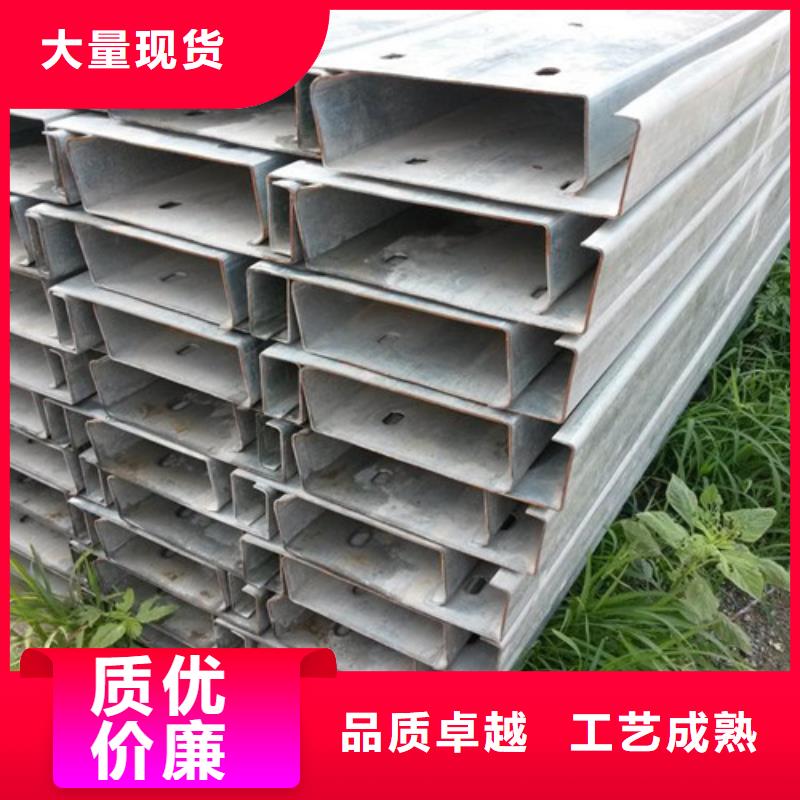
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
