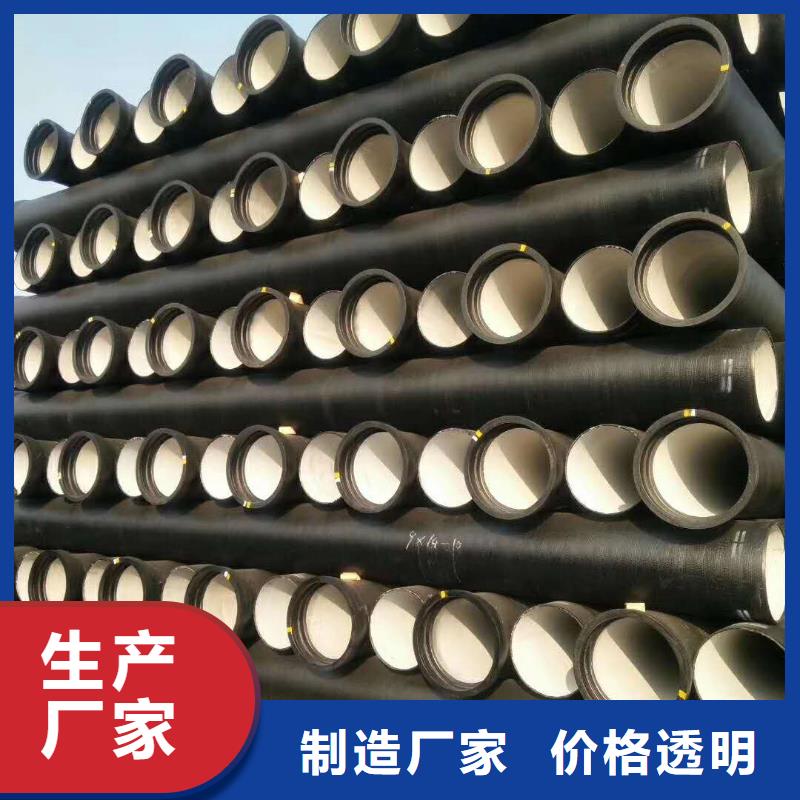




大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

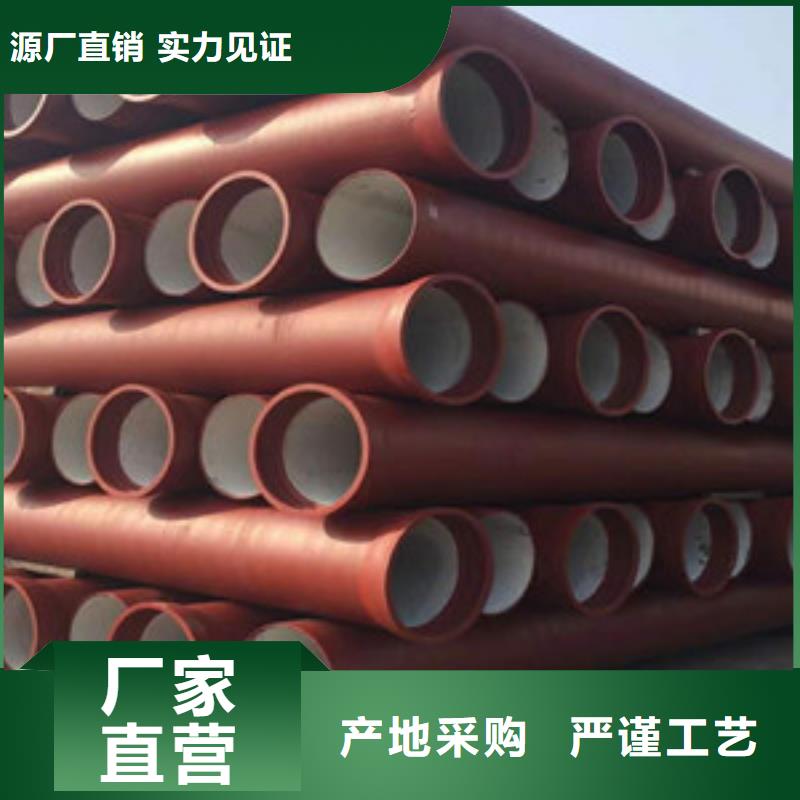
山东聊城格瑞管业球墨铸铁管厂认为,为了加强管道的外防腐能力,有必要将锌层的密度提高到200g/m2。缺点:只适应于工作压力不超过1.2MPa承插管道,抗震性差,不宜用于土质松软、地基不坚实的地方。4、非金属管的承插连接:硬聚氯乙烯管: 硬聚氯乙烯管:硬聚 氯乙烯的承插连接,是采用承插粘接的方式连接管子或管件, 不需要对管口进行焊接。玻璃钢管道采用承插式连接,一般要求管道内径比较大,市场上能见到的小内径不小于300mm太小内径因为玻璃钢管道壁厚较薄,从制作工艺上难以满足插头上的胶圈槽的设计。缺点:焊接接头容易产生较大的焊接变形和焊接残余应力,从而影响接头的承载能力、加工精度和尺寸稳定性,同时在焊缝与管子的交界处(热影响区)生产应力集中,对接头的疲劳断裂有较大影响。球墨铸铁管的锌层外防腐是非常重要的,可以有效地减少腐蚀。
球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。 
球墨铸铁管建立热挤压过程本身所需的热力学条件,挤压筒的预热为重要。挤压筒的预热可以提高其使用寿命。挤压筒预热时,球墨铸铁管为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,球墨铸铁管挤压筒内衬套的结构形式,包括内衬套的内径和形状,内衬套外径与中套内径的配合;除了过盈配合之外,还有多种形式的配合,如图7-4所示。挤压筒内衬套经热处理后,球墨铸铁管其硬度HRC达到40~45;在不重车的情况下,使用寿命达到1500~4000次。除此之外,挤压筒使用时,为了给水将使预应力降低从而,恶化挤压筒套筒的工作能力。
