更新时间:2025-02-25 16:35:02 浏览次数:13 公司名称:聊城 金鸿耀工程材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |
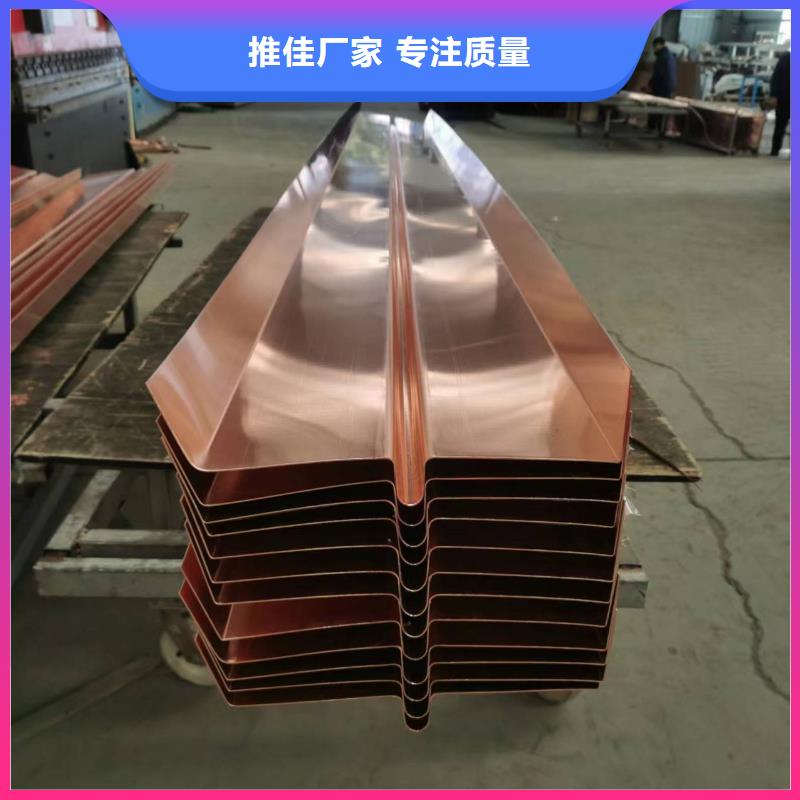





晋城止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。晋城止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。
止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,晋城止水铜片才能保证止水铜板焊缝与封底的质量要求。
1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。
2.电流:采用140-190安培
3.焊速:以每分钟0.8-1米为适。
4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。
对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。
止水铜片紫铜止水的焊接,搭接长度要求不小于20mm焊接质量要求如下:晋城止水铜片
1、目测或量测检查焊缝是否平整,光洁,轴线对接误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、接头渗透检验原止水焊工更换时,必须对接任焊工焊接质量进行渗透检验,具体检验方法如下:采用煤油滴在焊缝上,另一侧洒上粉笔灰或干石灰的方法检验,等待一分钟然后看另一面的焊缝是非有汽油渗漏,如有映湿用粉笔做记号,重新补焊。
3、力学性能试验接头拉力试验不小于母材抗拉强度的80%
紫铜止水设置安装时,一定要将其铜鼻子中心线与施工缝中心线对齐,且用模板夹紧定位,防止其移位,支撑牢固后才可进行下一步的施工。同时水平止水上下50cm范围内 不要设置水平施工缝,如果实在没有办法避免,应采取其他措施将止水带埋入或者留出即可。
紫铜止水片发生渗漏,主要是因为安装过程中的焊接工艺不当、伸缩缝处混凝土及沥青关注不密实所致,具体原因有:
1)紫铜止水加工及安装不当引起渗漏
2)伸缩缝处混凝土及沥青灌注不密实引起渗漏
3)地下承压水影响引起渗漏
4)沉降差对止水结构产生影响引起渗漏
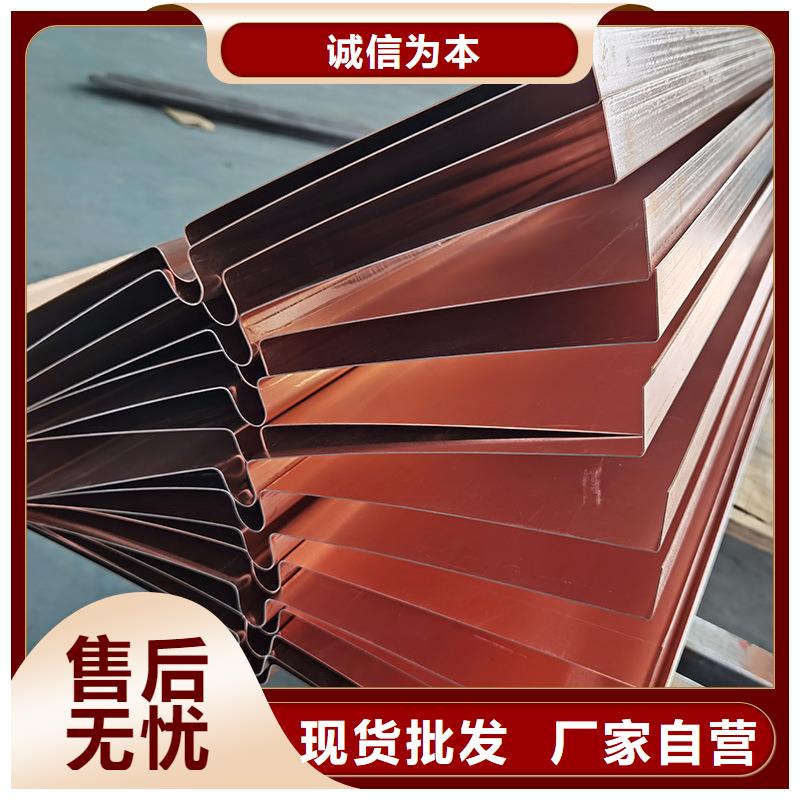
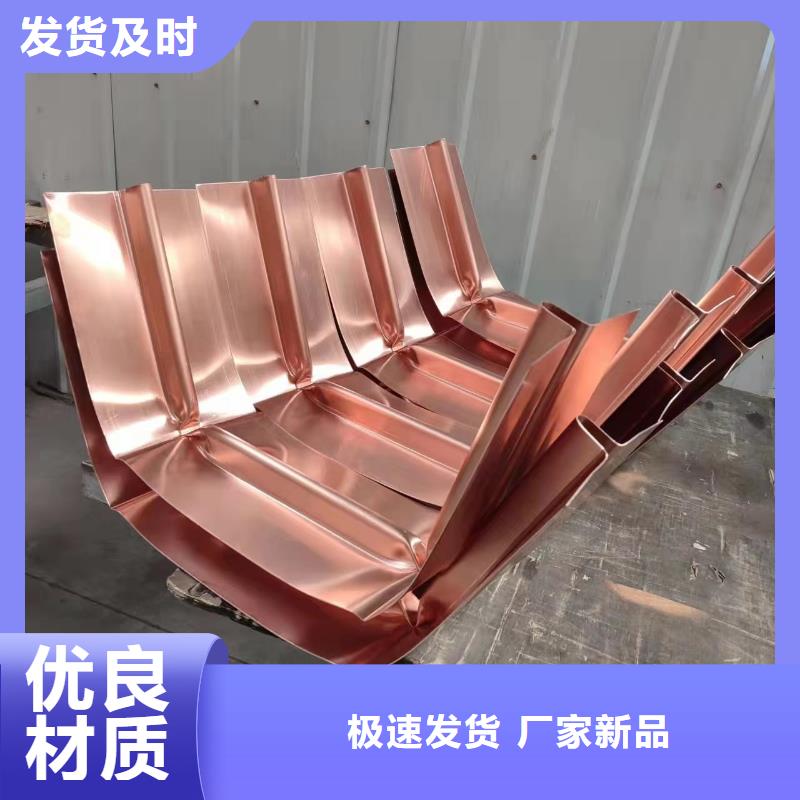
止水铜片的接头,可以根据施工的需要加工成不同的形状。晋城止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。