

文字的描绘可能无法完全捕捉不锈钢焊管不锈钢复合板通过检测产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:不锈钢焊管不锈钢复合板通过检测的图文介绍
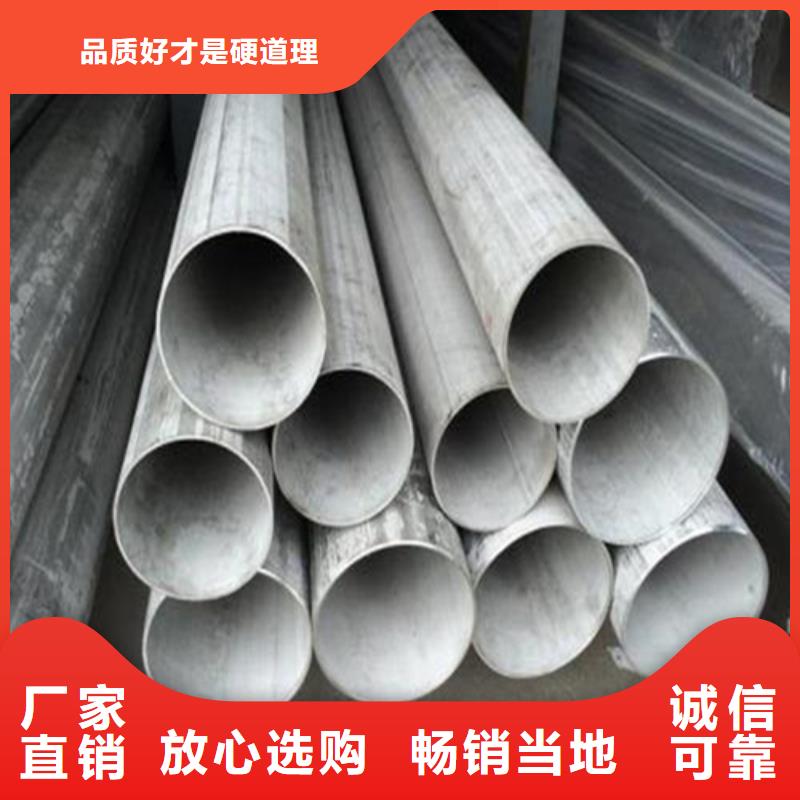
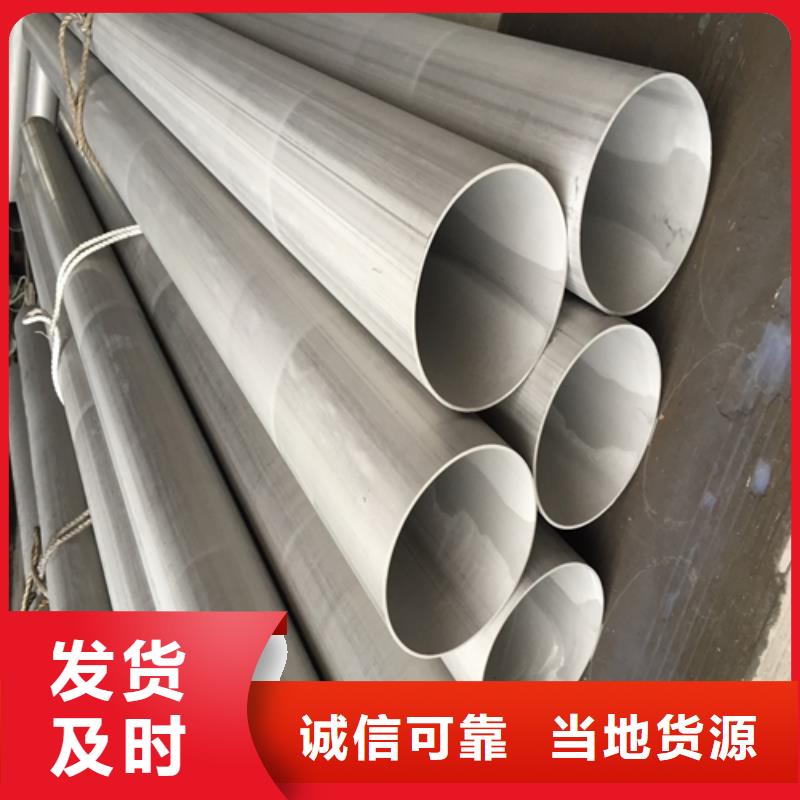
浙江衢州松润金属材料有限公司专业生产销售各种材质规格浙江衢州不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接经常出现哪些问题?
为避免出现偏焊、漏焊、咬边等情况,在不锈钢焊管焊接时需要特别注意。出现这些问题如何解决也是需要我们特别注意的。
不锈钢焊管焊接
主要会有以下?种情况:
1、不锈钢焊管焊缝尺?不符合要求
措施:选择适当的坡??度和装配间隙;提?装配质量;选择合适的焊接?艺参数;提?焊?的操作技术?平等。
2、未焊透
措施:正确选?和加?坡?尺?,合理装配,保证间隙,选择合适的焊接电流和焊接速度,提?焊?的操作技术?平等。
3、未熔合
措施:正确的选择焊接?艺参数,认真操作,加强层间清理,提?焊?操作技术?平等。
4、?孔
措施:焊前将坡?两侧20-30mm范围内的油污、锈、?分?净;严格地按焊条说明书规定的温度和时间烘焙;正确的选择焊接?艺参数,正确操作;尽量采?短弧焊接,野外施?要有防风设施,不允许使?失效的焊条,如焊芯锈蚀、剥落、偏?度过?等。
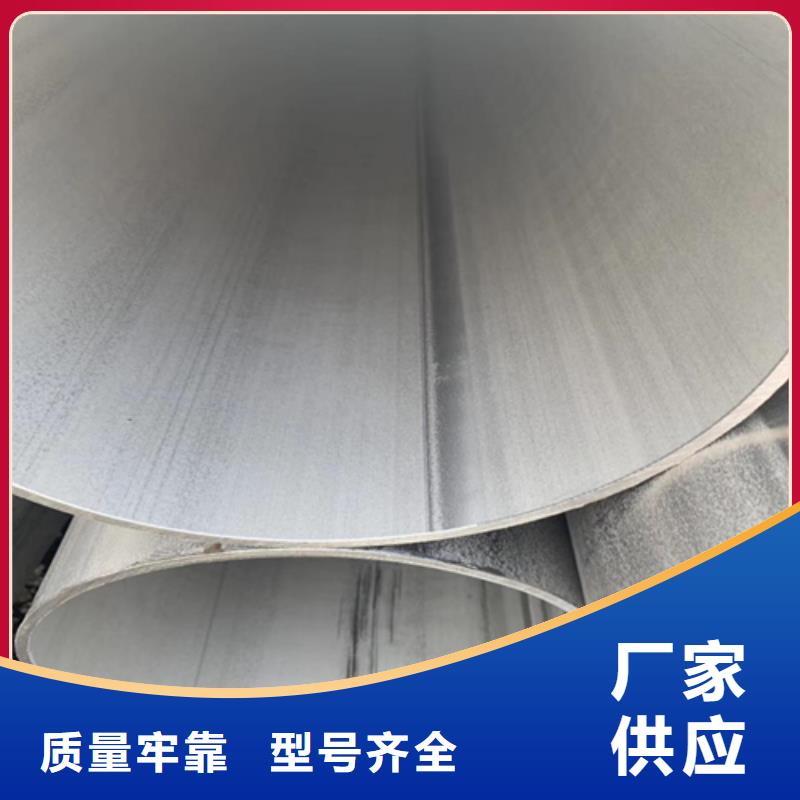
不锈钢焊管
不锈钢焊管在焊接过程中出现的问题还有很多,这就要求我们的制管师傅在?产过程中要格外注意,避免出现焊接问题造成不必要的?烦



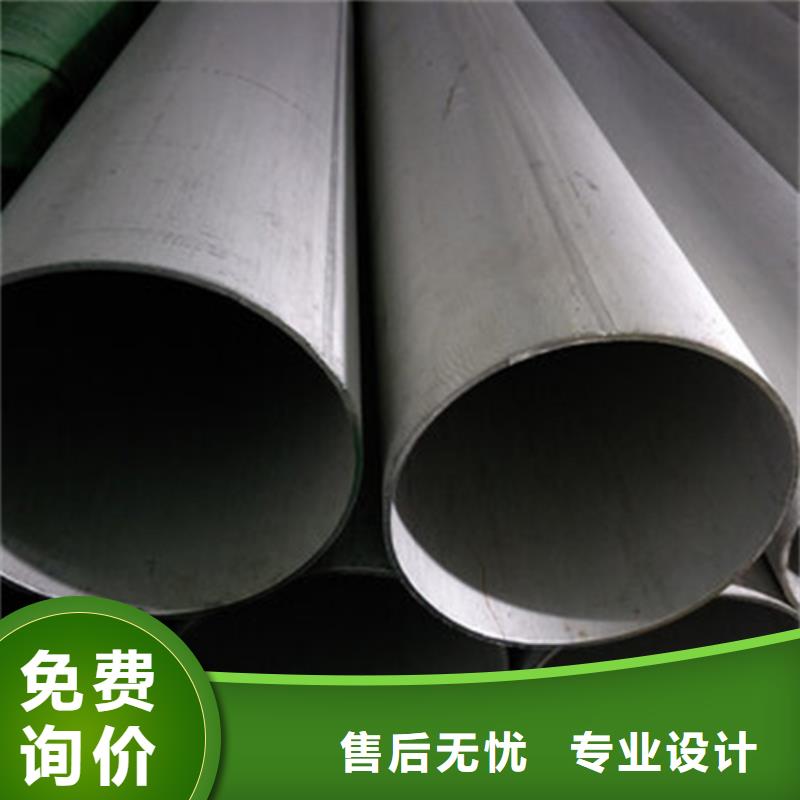
浙江衢州松润金属材料有限公司专业生产销售各种材质规格浙江衢州不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。



松润金属材料有限公司生产的 浙江衢州单面不锈钢复合板产品广泛应用于 浙江衢州单面不锈钢复合板行业领域,以优良的品质、遍布全国、远销海外,得到了众多用户的一致好评。


