




想要知道地滚机品牌厂商产品如何?看视频就知道!看视频,选产品更明智!
以下是:地滚机品牌厂商的图文介绍


吉林辽源钢筋笼绕筋机设备优势:采用ABB、吉林辽源附近Panasonic等进口电控元器件,确保设备运行稳定;钢筋笼直径误差控制精准,可达到偏差要求;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控在5mm以内;可生产双盘筋、吉林辽源附近双主筋高要求钢筋笼产品;流水线作业,每班3人即可正常生产钢筋笼;套筒连接及对焊连接的主筋可直接上设备生产;零部件设计寿命长,备件更换简单快捷; 设备参数:设备型号 FH1500 FH2000 FH2500适用桩径(mm) 400--1500 500--2000 600--2500钢筋笼长度(m) 12 18 22 27 12 18 22 27 12 18 22 27钢筋笼重量(kg) 4500 6000 8000主筋直径(mm) Φ12-Φ40 Φ12-Φ40 Φ12-Φ40盘筋直径(mm) Φ6-Φ16 Φ6-Φ16 Φ6-Φ16盘筋间距(mm) 50--400 50--400 50--400焊接方式 二氧化碳保护焊 二氧化碳保护焊 二氧化碳保护焊液压站参数(Mp) 8 8 8电源参数 380v 50hz 380v 50hz 380v 50hz功率(Kw) 功率15,生产率10 功率23,生产率18 功率29,生产率



钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。吉林辽源钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、吉林辽源当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、吉林辽源当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。



建贸数控钢筋笼滚焊机厂家有限公司质量观念是:通过不断改进 吉林辽源小导管尖头机和缺陷确保顾客满意;为顾客提供好的 吉林辽源小导管尖头机产品;建立和维持一个切实有效的质量管理体系;通过内部交流,促使全体员工参与质量。同时,我们遵守的环境法规,遵循集团公司全球法规和标准,从而确保生产流程能够利用能源,与环境协调发展。



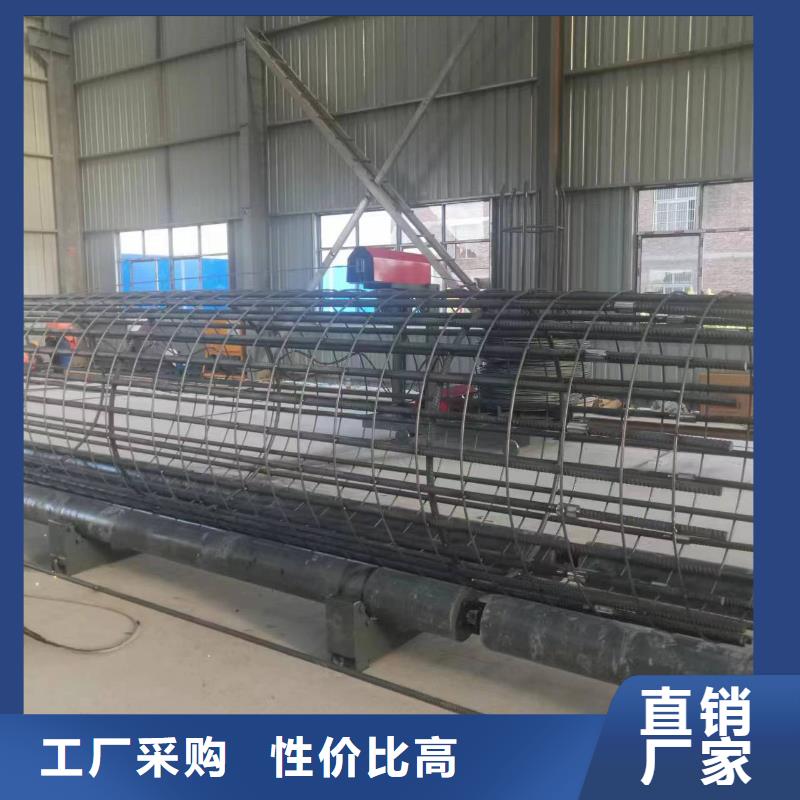
吉林辽源钢筋笼绕筋机优点:加工可靠:由于采用的是数控机械化作业,能够化制作钢筋笼,间距均匀,精度高;机械,盘筋与主筋缠绕紧密;边成型边加内加强筋,确保钢筋笼同心度。加工速度快:正常情况下备料及滚焊部分3人一班,分二班作业,6个人就可以加工出20多个12米长成品的钢筋笼,工作效率非常高(全自动吉林辽源钢筋笼绕筋机,钢笼气保焊无需人工,由设备自动完成)。自动化程度高:主筋由气缸固定,自动焊设备还可以实现气保焊的自动化完成,加大工作效率、吉林辽源附近工人劳动强度。



在各类建筑施工工程中,钢筋加工是一个尤其重要的环节,在桥梁施工中,钢筋笼的加工是基础建设的重要环节。在过去传统的各类建筑施工工程中,钢筋笼一般都是采用手工轧制或手工焊接的方式,除了效率低下之外,主要的缺点是制作的钢筋笼质量极其差,设备尺寸不规范,影响到工程建设工期的延长及质量不合格。吉林辽源钢筋笼绕筋机钢筋加工主要包括钢筋的剪切、吉林辽源本地矫直、吉林辽源本地强化冷拉延伸、吉林辽源本地弯曲成型、吉林辽源本地滚焊成型、吉林辽源本地钢筋的连接、吉林辽源本地焊接钢筋网等一系列过程。吉林辽源钢筋笼绕筋机的作用就是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了吉林辽源钢筋笼绕筋机的质量和效率,为钢筋笼的集中制作、吉林辽源本地统一配送提供了奠定了良好的技术和物质基础。同时,新型钢筋笼成型机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。吉林辽源钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。
